PCB的pin检测是实际生产中非常典型的视觉检测应用。今天我们来讨论下此类检测,并列举两个例子来说明。
以前的方法:
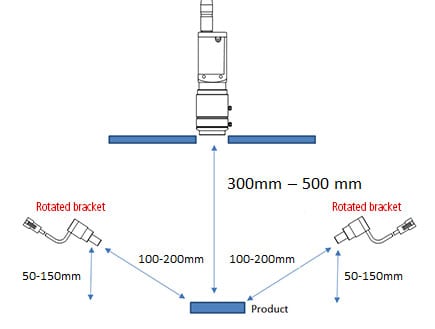
在3D相机投入使用之前,你可能熟悉下面描述的这种检测方式。使用低角度的高亮点光源,来获取pin在PCB上的投影。进而测量投影的尺寸,再经过三角函数转换,得到pin的尺寸。
检测方法示意侧视图:
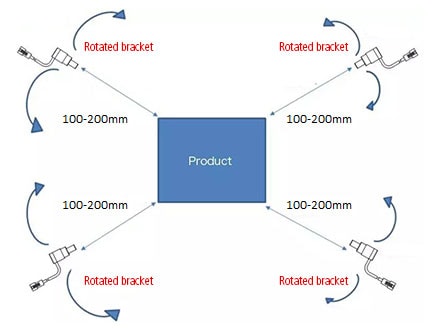
检测方法示意俯视图:
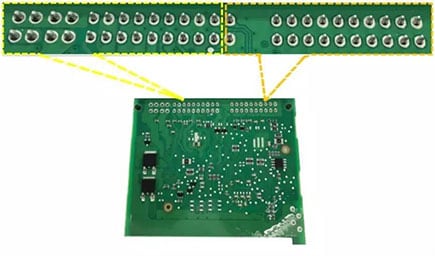
其中一个角打光的效果图:
这样虽然在一定程度上对pin的缺失和高度检测有一定程度的帮助,但是其缺陷也显而易见:
- 1,获取的影子尺寸不是实际尺寸。在三角转换中,因为照射角度的不准确性等原因,会有误差产生。
- 2,PCB表面会有干扰,影响检测的稳定性。
- 3,如果有大的电容阻挡,会直接不能检测。
所以,目前一些大的集团,特别是涉及到安全的汽车行业的PCB,检测开始渐渐使用3D手段。市面上的3D相机一般有两种:
a)使用线激光的3D相机。
b)使用结构光,即光栅的3D相机。(其区别和优劣详细请发邮件至【info@keyene.com.cn】索取。)
下面分享两个案例给大家参考。
案例一
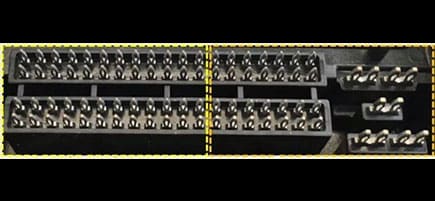
检测产品是PCB上排的端子高度,根据视野范围,使用XR可以两次拍摄完成。
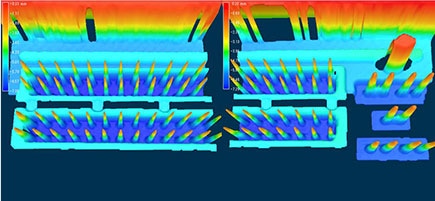
两次拍摄的3D效果如下图:
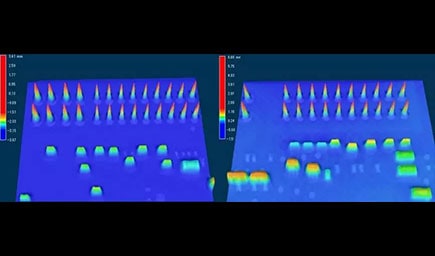
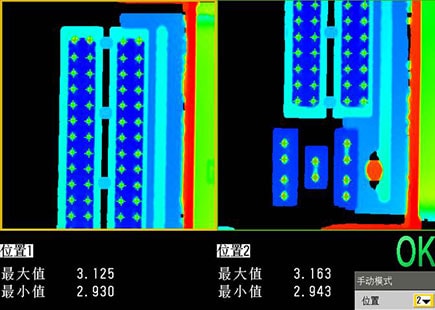
检测效果图。可以通过获取所有pin中的最高值和最低值,来控制全部pin的高度尺寸。当然也可以对每根pin设置高度的上下限。
案例二
差不多是一样的检测要求。通过两次可以拍摄完成。
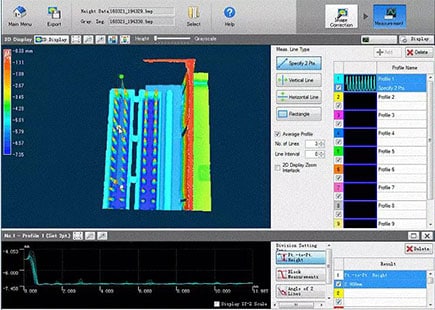
两次拍摄的3D效果如下图:
检测效果图。
动态效果GIF:
这里特别要强调的一点是,XR结构光的3D建模方式对于PCB的pin或者是焊锡检测(后续沙龙中会有介绍),还有以下优势。
- 1,单边有蓝色(短波长)和红色(长波长)两种激光,可以应对不同的表面。
- 2,使用线激光的方式,如果遇到PCB表面有大的电容等阻挡,则无法检测。XR两边投射结构光,单边有阻挡,一样可以成像。
同时,单边和镜头的夹角为27°,可以深入到比较小的缝隙。
- 3,产品静止状态检测,无需移动。增加了精度和稳定性。(详细内容请发邮件至【info@keyene.com.cn】索取相关资料。)