速度
针对在线应用,关于轮廓测量仪的采样速度如下三点非常重要。
- 测量范围
- CMOS的拍摄能力 /
细节形状测量
- 数据的稳定性
测量范围
正如在“2.实际测量范围”中说明的一样,速度加快时,测量范围会随之缩小,数据间隔被加大。
请确认实际想要使用的采样速度是否满足条件。
CMOS的拍摄能力 / 细节形状测量
采样速度加快时,单次采样的可曝光时间也会缩短。在反射率偏低,测量暗色工件及斜面等时,必须加以注意。
测量细节形状是也一样,存在高速采样时出现无法检测部分的风险。
数据的稳定性
如下所示,在高速采样时,可以进行平均化等过滤处理,使数据更稳定。
对大量数据进行过滤处理,有助于数据稳定,换言之,可进行高速采样的话则可以实现数据的稳定化。
稳定测量值!
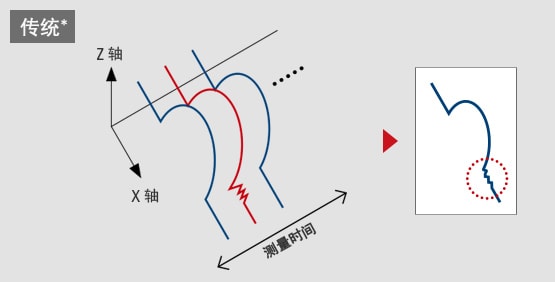
- 将3 个轮廓平均化
传统*产品在测量效率方面的取样速度较慢,容易产生测量值误差、测量精度不足的问题。
*与本公司LJ-G5000 产品的比较
- 将720 个轮廓平均化
LJ-V 系列与传统*产品相比,拥有240 倍的超高速取样速度,可以通过轮廓的平均处理、以及中位数滤波器去除异常值。
*与本公司LJ-G5000 产品的比较
