
重型机械的配重和框架等的尺寸测量

重型机械的履带、配重、框架等铸造部件,大多是超过1 m的大型部件,难以用类似门型三坐标测量仪的固定型测量仪进行测量。因此,虽然目前常常使用大尺寸游标卡尺、卷尺等手动工具,在现场测量尺寸,但一般来说,除了需要多人进行测量、费时费力之外,还存在无法确保得到准确的三维形状等问题。而且,近年来随着交货期缩短和低成本化,人们需要更高效的测量方法。
下面从行业中大量存在的重型机械中,选择一种极其常见的车辆。从重型机械的用途、结构等基础知识开始,说明影响其性能和耐久性的形状和尺寸测量中存在的难题,以及如何实现更高效的测量。

什么是重型机械

重型机械是推土机、汽车起重机、挖掘机、翻斗车等用于土木建筑工程等的车辆的总称。搬运重型机械的拖车、铺装沥青的沥青铺设机等也属于重型机械。
与重型机械类似的表达有“建筑机械”。目前在各种媒体中,大多没有将重型机械和建筑机械严格区分使用。但是严格来说,建筑机械除了作为车辆的重型机械之外,还包括以固定方式使用的塔式起重机、手持使用的混凝土破碎机等机械。
重型机械的类型和结构
重型机械用于切削、推运、挖掘、抄取等各种用途,有多种类型。其中较具代表性的重型机械有推土机、汽车起重机、挖掘机等。下面将对这些重型机械的结构进行介绍。
推土机
推土机是一种非常常见的重型机械。作为主体的车身(拖拉机)上装备了名为“铲刀”的配件。通过更换此配件,可满足各种用途。另外,在车身后部,还装备有粉碎岩石和挖掘坚硬地面的、名为“松土器”的爪子。行驶装置分为轮(轮胎)式和履带式。轮式可在铺装路面上行驶,机动性出色。而履带式的接地面积大,因此在松软地面、不平整地面、倾斜地面上也能行驶。此外,履带式的牵引力大,主要用于土方工程。
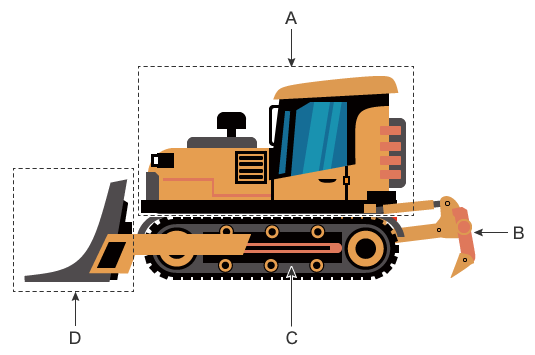
- A
- 车身(拖拉机)
- B
- 松土器
- C
- 履带
- D
- 铲刀
汽车起重机
汽车起重机又名“移动式起重机”,是在自走式车身上装有被称为“吊杆”的长臂的重型机械。通过多个动滑轮和定滑轮,从吊杆垂下绳索,将货物挂在前端安装的钩子上进行搬运。吊杆分为桁架式和伸缩式,伸缩式可以伸缩吊杆。此外,还有一种类型在车身背面配备名为“配重”的重物,以及在车身下部配备名为“支腿”的稳定脚,用于防止在吊起重物时发生翻倒。
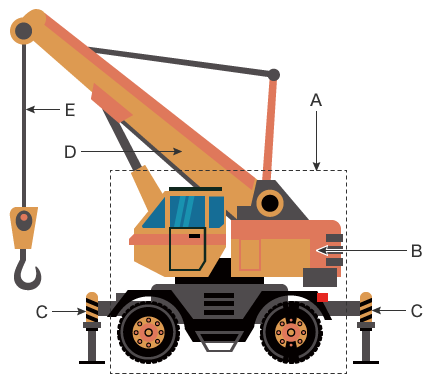
- A
- 车身
- B
- 配重
- C
- 支腿
- D
- 吊杆
- E
- 绳索
挖掘机
挖掘机是用于沙土和岩石的开采、装载、整地等多种目的的重型机械。挖掘机由上部旋转体、作业装置部和下部行驶体构成,上部旋转体搭载了发动机、操纵席、液压控制装置,作业装置部配备了吊杆、挖掘臂、铲斗等,下部行驶体配备了履带等行驶装置。根据在上部旋转体旋转时超出下部行驶体的部分的大小,可分为标准型、尾部小旋转型、超小旋转型。标准型可以加大发动机和铲斗的空间,实现强大的挖掘能力。而尾部小旋转型、超小旋转型适用于在狭窄场所作业。
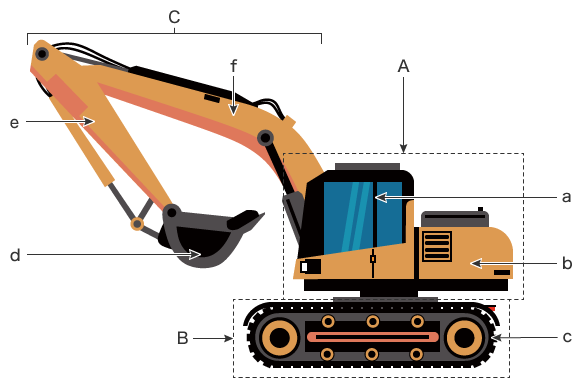
- A
- 上部旋转体(a:操纵席 b:配重)
- B
- 下部行驶体(c:履带)
- C
- 作业装置部(d:铲斗 e:挖掘臂 f:吊杆)
重型机械部件的类型
重型机械种类多样,有推土机、汽车起重机、挖掘机等,装备也各式各样,其中我们来介绍重型机械常装备的部件。
框架
框架相当于重型机械的骨架。框架由通过铸造加工或冲压加工制作而成的数个部件组成,将这些部件通过焊接接合并制造。如果是挖掘机等上部旋转的重型机械,上部旋转体有“回转平台(上部框架)”,下部行驶体有“履带架(下部框架)”,其间有名为“旋转架”的框架。同时,挖掘臂上也有框架,母材强度、板厚度、焊接焊缝的坡口形状等需选择适当类型。
配重
配重是指安装在车身后部的重物,用于在作业时使机体更稳定。配重有根据作业增加重量的类型,按照配重的重量和支腿伸出幅度的组合,额定总荷重分为A性能、B性能等。
主销和接头(连接器)
牵引侧的连接器称为“主销”,被牵引侧的连接器称为“接头”。例如,当用卡车牵引半挂车时,卡车侧的连接器是主销,半挂车侧的连接器是接头。
许可申请中的半挂车长度,是从主销中心至半挂车后端的长度。
重型机械部件尺寸测量的必要性
重型机械的部件大多要求具有能够吸收强力冲击和扭转的强度及耐久性,因此不仅需要仔细挑选材料,结构也必须精心设计。
例如,框架材料使用焊接结构专属的轧制钢材HT570、780、980等,板厚度有时超过30 mm。液压挖掘机大多使用了适合焊接的400至490 MPa级钢材(SS、SM等),配件部位的接头部、液压缸连接部等常使用铸钢和铸锻钢。
框架焊接方法是使用气体保护电弧进行焊接,防止发生低温破裂、溅射等不良。此外,对于HT780的母材,吊杆等通常选择相当于HT570的材料。近年来,人们在制造时开始尝试使用不易发生低温破裂的低PCM钢等新材料,以及同时进行电弧焊接和激光焊接的激光-电弧复合焊接(HLAW)等新焊接方法。
如此,从材料选择到接合和加工,均选用适当方法来生产重型机械部件,这正说明重型机械部件的尺寸精度对重型机械的性能和安全性有巨大影响,可以说,尺寸测量是必不可少的检查。
重型机械部件的尺寸测量
将说明重型机械部件的尺寸测量要点。
尺寸测量要点
重型机械部件要求具有严格的尺寸精度,重要的测量要点因部件而不同。下面将以重型机械部件中对性能、安全性影响较大的配重和框架以及各部件的组装为例,介绍测量要点。
配重

配重是在铸造后对细节进行切削加工制造而成。在大型重型机械中,配重占上部旋转体的大部分重量,例如重量为200 t及以上的起重机,可装载重达74 t的配重。
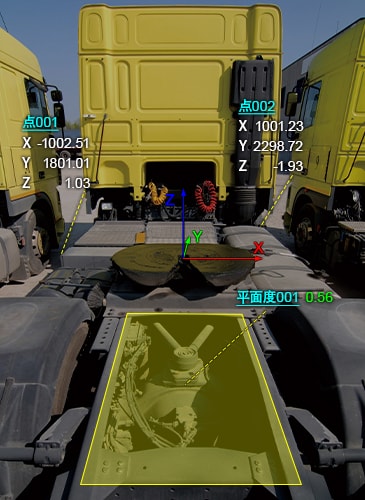
在兼备作为发动机罩的功能时,也需要有一定的尺寸精度,因此必须测量铸造后的各部位尺寸、追加工前的切削余量、追加工后的尺寸以及平面度等。
框架

重型机械的回转平台(上部框架)、履带架(下部框架)、旋转架的尺寸精度对上部旋转体的旋转、下部行驶体的行驶功能有巨大影响。若这些框架出现应变,上部旋转体就无法正常旋转,不仅会降低耐久性,还会造成旋转精度和行驶性能不良等重大故障。因此,构成框架的各部件以及组装后的尺寸测量是不可缺少的检查。
各零件尺寸和组装

半挂车等设备的架台上,测量主销和接头等连接器的位置十分重要。卡车可牵引的重量是根据后轮车轴和主销、接头的轴距计算得出,主销上受到的荷重称为“第五轮荷重”。而且,第五轮荷重在行驶证上也有记载,是最大装载量,所以必须准确测量。此外,许可申请中的车辆(半挂车)长度,是从主销中心至半挂车后端的长度,因此这也是重要的测量要点。
重型机械部件尺寸测量的难题和解决方法
对于重型机械部件,除成品外,确认制造期间的加工精度以及更换部件时的组装精度也十分重要。实施这些测量时以往采用千分表、卷尺、大尺寸游标卡尺等手动工具。个别构成零件也常常是大型尺寸,一般至少需要2至3人进行测量。而且此类方式存在一些难题:测量人员不同造成的测量值偏差、应变趋势等不易掌握、测量耗时久等。


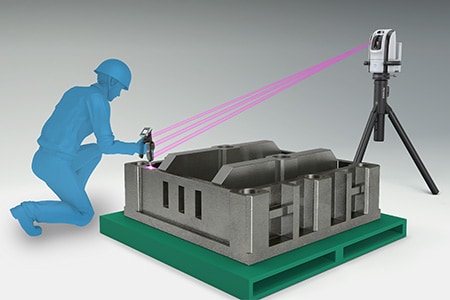
为了解决这些问题,越来越多的人开始采用新款三坐标测量仪。采用基恩士大范围三坐标测量仪“WM系列”,能通过无线探头,以高精度测量大尺寸重型机械部件的尺寸。在测量范围内,可自由接近工件深处部位,只需探头接触的操作,即使单人也能轻松测量。而且与千分表、卷尺、大尺寸游标卡尺等测量器具相比,测量结果无偏差,可进行定量测量。三坐标尺寸和几何公差等也能准确测量,因此即使是用替代方法进行测量的管理尺寸,也可以在显示器上直观地查看测量位置,同时进行测量。
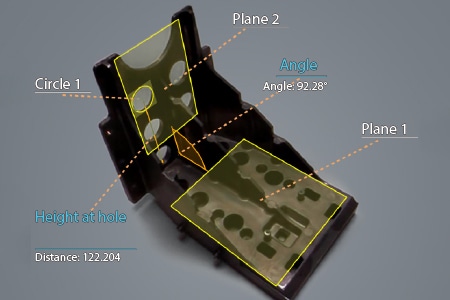

铸造部件切削余量的在机测量
以配重为代表的重型机械铸造部件,在铸造后使用五面体加工机等进行追加工并完成制作。此时重要的是追加工前的切削余量和追加工后的尺寸,人们进行这些测量时多采用龙门式三坐标测量仪或大尺寸游标卡尺、卷尺等手动工具。
但是,为了用门型三坐标测量仪测量大型铸造部件,必须从加工机拆下部件,移动至测量室,作业起来十分不便。此外,门型三坐标测量仪和关节臂式三坐标测量仪的测量尺寸有限,无法测量制罐后的大型部件。即使用其它方法测量,使用手动工具或加工机的在机测量功能也非常耗时,因此存在降低加工机运转率的问题。
而且,为了一边确认完成精度一边实施追加工,从加工机拆下后再测量的方式并不理想,要求能在安装于加工机的状态下进行尺寸测量。因此,在测量铸造部件的尺寸时,理想的三坐标测量仪应该紧凑不占地且可以自由移动,并在加工机上实施大范围测量。
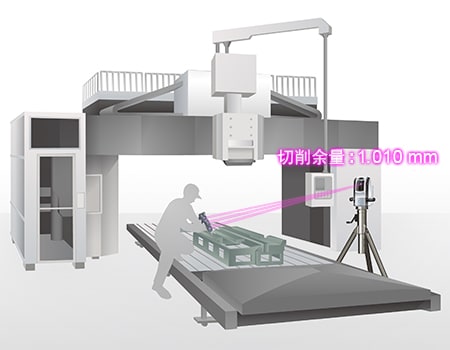
采用“WM系列”,即使是大型五面体加工机加工的铸造部件,在测量时也无需从加工机拆下。由于其便携规格,可用三脚架将相机部安装在各处,所以除了机上外,还能在现场的地板上放置大型产品进行测量。单人也能轻松测量完成面的平面度等,有助于提升最终阶段追加工的效率。此外,还可以快速确认公差值相对于设计值的判定。


框架应变的测量
一般来说,重型机械的框架由多个部件构成,这些部件均采用焊接接合。框架在组装后通过门型加工中心进行加工,获得必要的精度。
判定框架平面度的方法有:用卷尺或大尺寸游标卡尺测量目标平面3处或以上的点,计算出偏差的最大值作为平面度;用平行的平面夹住目标平面,然后用测厚仪等测量平行平面之间产生的间隙,并判定OK/NG。但是,这样无法准确测量并定量化翘曲、起伏等三维形状的平面度。此外,也有使用针对大型产品的、名为“激光跟踪仪”的三坐标测量仪的方法,但在测量前需要预热时间,而且单人很难调整反射器的光轴,使用起来并不方便。
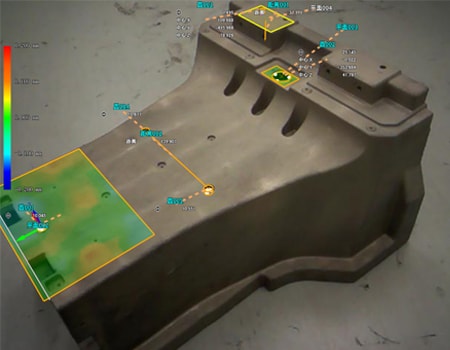
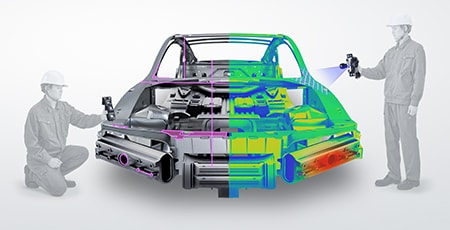
采用“WM系列”,只需将无线探头接触目标平面,就能准确测量平面度。可将测量目标物的形状与从3D CAD文件中读取的形状进行比较测量。还可以用彩色图将整个面的应变和起伏可视化,大幅提升最终阶段修正至目标形状的加工作业的效率。

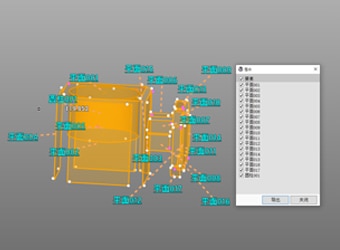
旋转架测量画面示意图

主销与各零件之间的尺寸和组装精度测量
大型框架上组装的主销的组装角度和位置精度通过与后轮的轴距来测量。大型半挂车的轴距长达数米,需要由多人使用水准线等测量,角度则用水平仪等测量。但是,使用手动工具时,测量值会随着接触角度和强度变化,所以作业人员不同会令测量值发生偏差。
采用“WM系列”,只需将探头接触测量点,单人也能实施定量测量。不仅是因为焊接而出现的变形和应变,主销的安装角度也只需探头接触就能完成测量。可测量三维位置坐标。而且还能测量直角度、位置度、平行度等。为提升框架制造质量做出了巨大贡献。
主销、接头位置坐标测量画面示意图
重型机械的配重和框架等尺寸测量的高效化
采用“WM系列”,通过只需无线探头接触的简单操作,单人也能测量重型机械部件各部位的形状和尺寸。而且,除了之前的介绍外,还拥有以下优点。
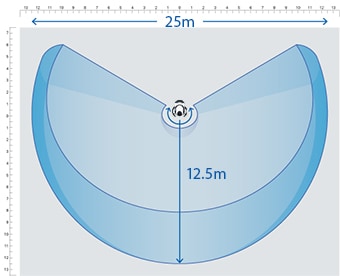
- 可以高精度测量大范围
- 以高精度测量大范围区域,最大测量范围长达25 m。搭载“测量指南”模式,可存储测量步骤,测量相同位置,因此不会产生人为的测量数据偏差。
- 可以3D模型输出测量结果
- 已测量的要素可导出为STEP/IGES文件。即使是没有图纸的产品,也能根据实物测量结果,制作3D CAD数据。
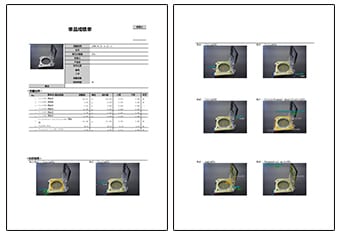
- 可保存自带照片的检测结果报告书
- 可自动制作带照片的检测结果报告书,测量位置一目了然。不仅有助于和客户建立信赖关系,还能以数字形式保存测量结果,从而提升公司内部数据管理的效率。
- 简单易懂的界面
- 三坐标测量仪的界面一般给人的印象是有很多难以理解、难以熟悉的指令,而“WM系列”则追求图像和图标等容易上手的操作性,可进行直观操作。
“WM系列”不仅能测量重型机械部件各部位的尺寸和形状,还能强力支持与3D CAD数据的比对工作等。从重型机械部件的制造,到安装和质量管理时的必要工作,飞跃性地提升效率。
