简单准确地测量研磨量的方法
“研磨”是指“打磨、磨光”。被广泛用于各类工业领域,半导体的研光工序就是其中的代表之一。
下面将介绍磨平目标表面以保持光滑的“研磨”、可除去因研磨而导致的应变和损伤的“蚀刻技术”的基础知识与特点、评估以上项目时使用的“3D轮廓测量仪”的应用案例。
- 研磨盘研磨
- 抛光研磨
- 电解研磨
- 化学研磨
- 树脂的磨损量分析案例
- 研磨垫形状测量案例
- 磨石形状测量案例
- 各种类型的蚀刻
- 通过观察蚀刻金属组织,进行组成分析的案例
- 蚀刻量评估案例
- 化学研磨处理后的表面粗糙度测量案例
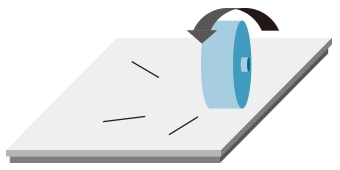
研磨盘研磨
这是一种将目标物放置在被称为研磨盘的平面固定盘上,在目标物与磨盘间注入研磨剂(金刚石、碳化硅、氧化铝等)作为磨粒,通过旋转工作台的方式,切削目标物表面的研磨方法。
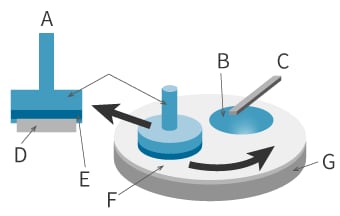
- A
- 侧视图
- B
- 悬浮液
- C
- 悬浮液供料器
- D
- 晶片
- E
- 载体薄膜
- F
- 研磨垫
- G
- 研磨旋转工作台
抛光研磨
这是一种在布料或其他材质研磨轮(抛光片)上浸润研磨剂,涂抹在表面后,旋转研磨轮,通过挤压目标物的方式提升表面粗糙度的研磨方法。
电解研磨
将目标物浸泡在被称为电解研磨液的酸性液体中,把目标物作为阳极并通电。相对电极表面会溶出微量的铁、镍原子,目标物被蚀刻。根据阴极的装设位置,被对准的部分将被切削,从而能以较小的蚀刻量实现精细的粗糙度处理。
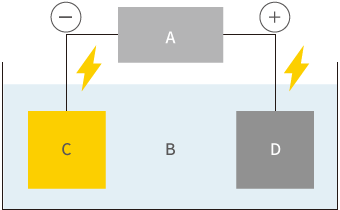
- A
- 电源
- B
- 电解液
- C
- 相对电极(阴极)
- D
- 产品(阳极)
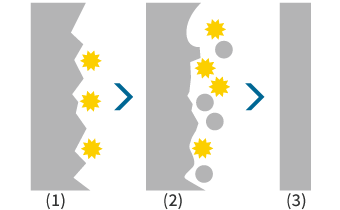
- (1)研磨前(产品表面)
- 数μm左右的凹凸
- (2)研磨时(产品表面)
- 凸部被优先溶出
- (3)研磨后(产品表面)
- 抛光
在电解作用下,凸部会优先溶解,得到抛光。
化学研磨
将目标物泡入被称为化学研磨液的酸性液体中,溶解目标物表面,凡是接触液体的部分(无论目标物内外),均会被均匀蚀刻,不具有电解研磨那样的选择性。
| 电解研磨 | 化学研磨 | |
|---|---|---|
| 研磨量 |
约为1至5 μm |
约为1至20 μm |
| 处理精度 |
亚微米 |
微米 |
| 电极 |
需要 |
不需要 |
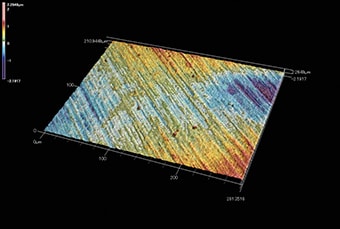
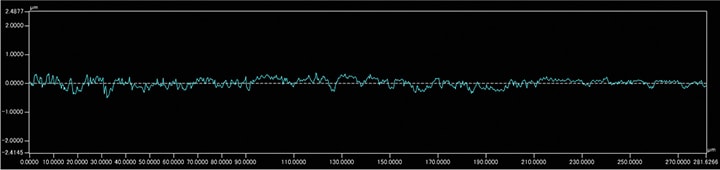
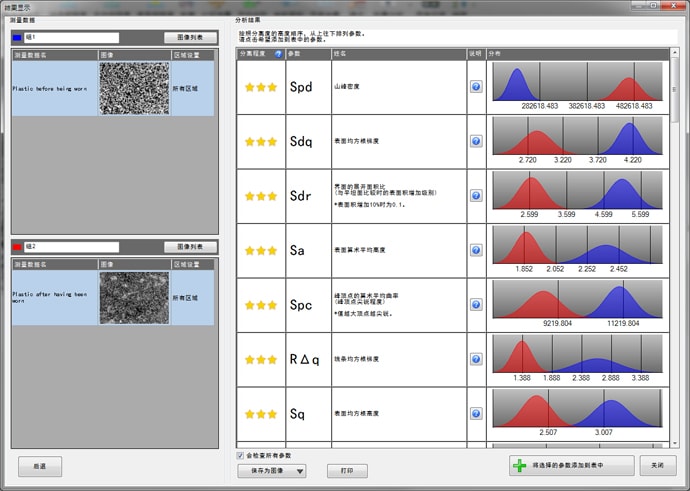
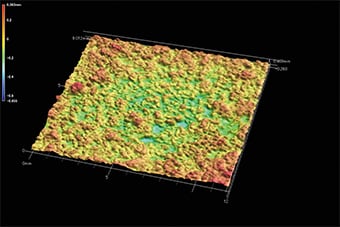
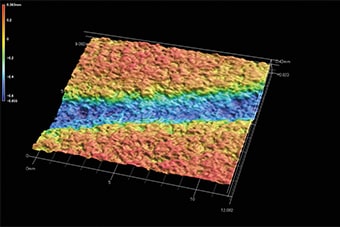
树脂的磨损量分析案例
通过分析评估前后的表面性状、磨损形态、量等的倾向,对材料配方和化学合成的条件进行细化分类及数值化,减少了多余的制造成本。
评估方法
用触针式表面粗糙度仪进行评估
- 若目标物为树脂,触针的测量压力会造成损伤。
- 为了消除测量点的偏差,必须完成一定的测量数,分析工作也相当耗费工时。
导入效果
- 能够以统一的评估条件,对多组评估数据进行批量分析。
- 能够以面为单位进行评估,可进行粗糙度、体积、表面积等的多元化分析。


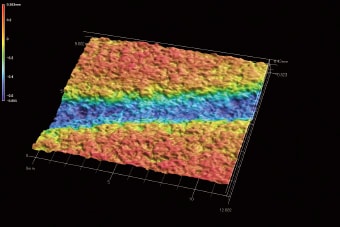
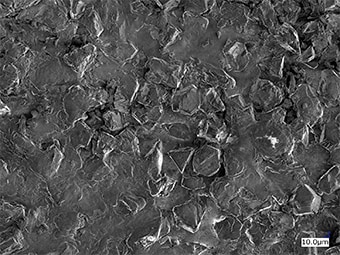
研磨垫形状测量案例
研磨垫的表面状态会影响研磨目标物的平坦度、均一性等处理效果,因此十分重要。
通过对表面状态进行定量评估,改善了品质。
评估方法
用SEM进行评估
- 可观察范围狭小,需要达到一定的测量数。
- 必须进行样品加工、蒸镀等预处理,分析耗时较长。
导入效果
- 测量范围大,一次就能完成评估。
- 测量时间短。
- 可对表面形状、凹凸进行定量化。
磨石形状测量案例
由于需要通过电镀将金刚石、CBN磨粒固定到基体上,基体的形状就显得尤为重要。
通过评估电着磨石的基体表面形状,提高了成品率。
评估方法
用SEM进行评估
- 可观察范围狭小,需要达到一定的测量数。
- 分析耗费时间。
- 样品尺寸受限,为了分析,必须进行处理,破坏样品后检查。
导入效果
- 样品尺寸不受限,无需破坏即可评估。
- 可对表面形状、凹凸进行定量化。
各种类型的蚀刻
蚀刻大致可分为使用酸、碱等化学溶液的湿蚀刻,和利用离子、气体、自由基等物质的干蚀刻。
湿蚀刻
- 等向性蚀刻
-
在掩膜开口部分,会顺着表面的放线方向,以同样的速度被蚀刻,因此掩膜正下方被蚀刻(侧蚀、底切)。在去除牺牲层时会使用该方法。

- A
- 掩膜
- 非等向性蚀刻
-
减少侧蚀,利用结晶异方性,仅对某一特定方向进行蚀刻的方法。

- A
- 掩膜
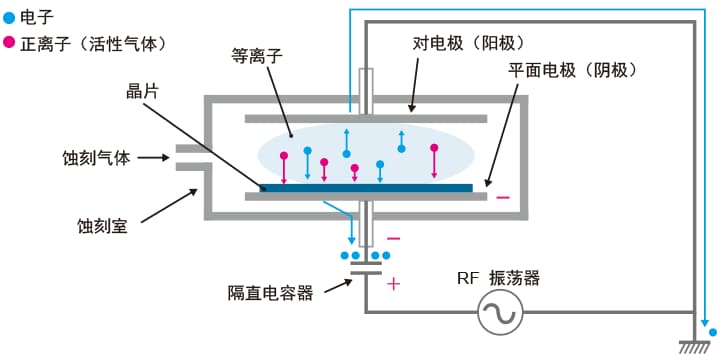
干蚀刻
- 化学蚀刻(等方向性蚀刻)
-
通过离子化、自由基化的反应气体与蚀刻目标物之间的化学反应,进行蚀刻的方法。

- A
- 离子等离子
- B
- 光阻剂
- C
- Sio2等的氧化膜(绝缘材料)
- D
- 硅晶片
- E
- 无光阻剂的部分会因离子而剥落
- 方向性蚀刻
-
用具有指向性的离子或高速中性粒子撞击蚀刻目标物,实现蚀刻的方法。
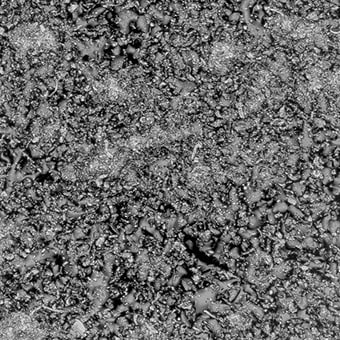
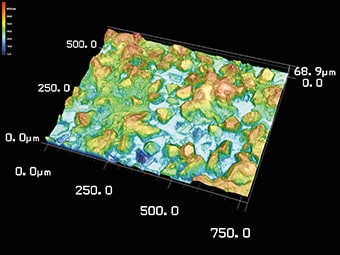
通过观察蚀刻金属组织,进行组成分析的案例
不仅能观察到只能通过SEM观察的金属组成,还能通过测量蚀刻腐蚀部位的高度,评估组织的成分。
评估方法
用SEM进行评估
- 金相显微镜或SEM,只能对金属组织进行目视观察。
- 不仅要通过目视判断进行N次评估,还会因测量点及人为因素发生巨大偏差,分析耗费时间。
导入效果
- 画质好,可以观察到只能通过SEM观察的金属组成。
- 将表面形状、粗糙度定量化,无需耗费多余的分析工时。
- 通过测量因蚀刻而下陷的部位的高度,可判断组织的成分。

蚀刻量评估案例
通过评估表面形状和表面粗糙度,可定量化不同时间和温度变量下的蚀刻效果。
成功削减了蚀刻条件设置等的评估工时。
评估方法
用金相显微镜、触针式表面粗糙度仪进行评估
- 在放大观察中,缺乏再现性,可靠性低。
- 难以测量小于触针顶端R的沟槽。
导入效果
- 可将表面形状的差异定量化。
- 可在不受触针前端形状和磨损影响的情况下,评估表面粗糙度。
- 蚀刻时间
-
0分钟 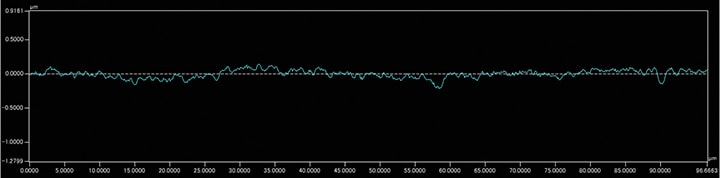
-
5分钟 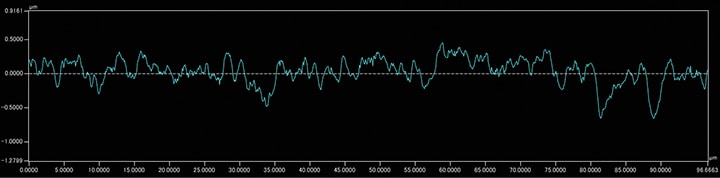
-
10分钟 
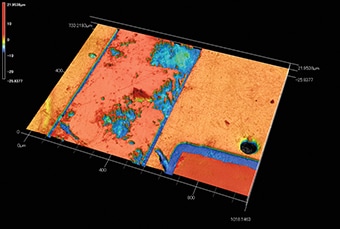
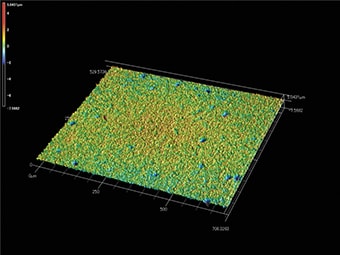
化学研磨处理后的表面粗糙度测量案例
通过评估化学研磨处理后的表面粗糙度,可评估化学研磨对母材产生的影响,提高了成品率。
评估方法
用SEM进行评估
- 用金相显微镜对金属表面进行目视观察。
- 用触针式表面粗糙度仪评估表面粗糙度时,不同测量点会造成数值偏差,因此需要评估一定的测量数,分析耗费时间。
导入效果
- 可对表面形状、粗糙度进行定量化。
- 能够以面为单位进行评估,可实现高再现性的评估。