防止注塑成型品成型不良的精密测量
树脂成型行业的一大课题,便是“成型不良”。
材料的差异、成型条件的细微变化等各种因素都会引发成型不良,导致良品率下降。
近年来,作为对策而备受瞩目的是三维扫描仪的应用。
基恩士的高精度三维扫描测量仪“VL 系列”,能够高精度地测量成型品的形状,并采集数字化数据。
由此,可直接解决成型不良的问题,为制造过程的效率化和品质提升做出巨大贡献。
通过实现成型不良问题的“可视化”,将有助于提高良品率。
在此,我们将结合成型不良的技术信息,为您介绍通过“VL 系列”实现的解决方法。
何谓成型不良
“成型不良”是指在树脂成型过程中发生的问题。
泛指产品形状与设计不符、尺寸出现偏差、表面产生缺陷等损害产品品质的现象。
这会降低产品性能,并对生产效率及成本造成影响。消除成型不良,已成为制造业的一大课题。

成型不良的种类与对策
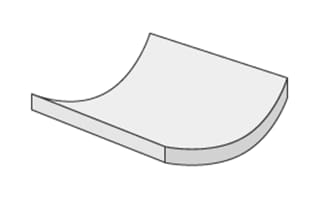
翘曲
指成型品在冷却时因不均匀收缩而导致形状歪斜的现象。
这是由冷却速度不均或材料的流动方向所致,可通过调整冷却方法或优化成型条件来应对。
要矫正翘曲,关键在于适当的冷却和成型条件。
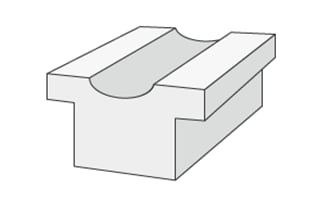
缩痕
指成型品表面出现凹陷的现象,其原因是树脂填充不足或冷却速度不均。
通过调整注射压力或改善冷却方法,可以改善此问题。
要消除缩痕,需要适当的注射压力和冷却。
收缩
指成型品在冷却后发生收缩,导致尺寸小于设计尺寸的现象。
这是由树脂的收缩率或模具的设计所致,可通过重新选择材料或调整模具设计来应对。

目前的测量课题
三坐标测量仪

三坐标测量仪是通过测针接触来高精度测量产品形状及尺寸的设备。
但是,其操作性及测量时间有时会成为课题。
特别是在测量形状复杂的产品时,测量时间会变长,可能导致生产效率下降。
在进行成型不良分析时,为了掌握整体形状需要采集大量的点,测量时间过长的问题在所难免。
此外,操作困难且需要专业知识,因此在教育和培训上耗费时间和成本也是一个课题。


投影仪

投影仪是利用光来测量产品形状及尺寸的设备。
但是,存在测量范围有限、难以测量复杂形状等课题。
特别是在测量形状复杂的产品时,大多无法进行三维评估,而且需要针对不同测量部位重新放置,导致测量工时增加。


通过高精度三维扫描测量仪“VL 系列”解决的案例
样品分析
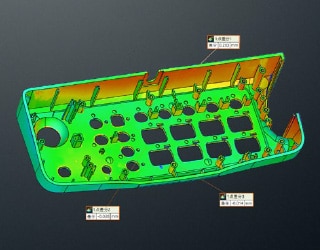
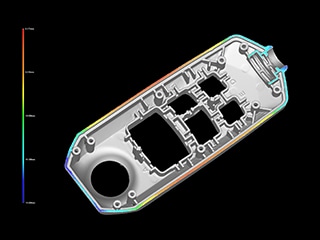
一次性完整扫描成型品并采集数据。
通过色谱图将整个表面的翘曲、缩痕、起伏可视化。
通过掌握点测量难以把握的整体形状趋势,有助于进行修正。
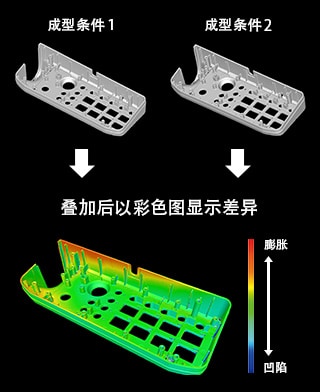
将两个成型条件不同但形状相同的样品,在数据上进行叠加,并通过色谱图将差异可视化。
能够发现因条件不同而导致的壁面倒塌、壁厚变化等细微变化。
也可以对良品和不良品进行比较,因此在发生不良时,能够迅速锁定缺陷部位,防止良品率下降。
与三维CAD数据的联动
使用VL 系列,可通过与三维CAD数据的联动来掌握整体形状。
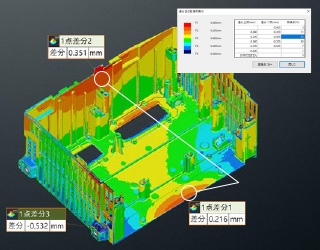
通过将样品的扫描数据与三维CAD数据进行比对,可以清晰地将与CAD的差异可视化。
此外,还可以将各差异部分的面积率进行数值化并显示。
由此,可以立刻掌握哪个位置、在多大程度上超出了公差。
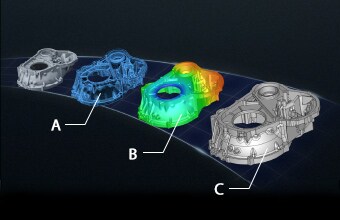
- A
- 点群数据
- B
- 多边形数据
- C
- STEP 数据
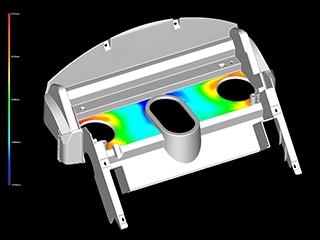
使用VL 系列,可实现从扫描到创建三维CAD数据的一站式操作。
将实际成型的样品进行三维CAD数据化,并通过CAE(计算机辅助工程)分析,可以重新评估CAD设计或进行模具内的树脂流动模拟。
如果能够预先改善模具的CAD设计,就可以从根本上减少成型不良,提高一次通过率。
总结

成型不良发生前: 通过将样品CAD化→进行CAE分析,防患于未然。
设计数据与实际成型品的形状自然会有所不同。
VL 系列通过将实物进行CAD数据化,为“实物→CAE分析”这一过程架起桥梁。
由于可以从模具设计阶段开始重新评估,因此能够减少成型不良。
成型不良发生后: 通过产品分析迅速查明原因,防止再次发生不良。
从发生不良到锁定缺陷部位如果耗时过长,良品率只会不断下降。
通过与CAD数据或极限样品进行比较,可以立刻锁定缺陷部位,能够采取防止再次发生不良的措施。
