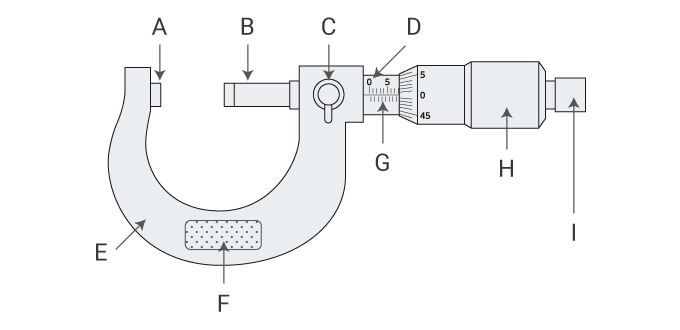
- A
- 微分筒的刻度对准了“0.15”
- B
- 微分筒的刻度超过了“12.0 mm”
测量仪的种类与特点
千分尺
概要
夹住目标物,测量其大小的工具。部分机型还能进行精确到1 µm单位的测量。因其不同于游标卡尺,基于“阿贝原则”,能够进行更加正确的测量。
通常我们所说的千分尺,都是指外径千分尺。除此之外,根据不同的测量用途,还可分为内径千分尺、3点式内径千分尺、测杆千分尺、深度千分尺等各种类型。根据弓架的大小,可测量范围可分为0至25 mm、25至50 mm等,量程通常间隔25 mm,因此必须采用适用于目标物的装置。近年来,数字千分尺也正在逐步普及。
阿贝原则
阿贝原则的主要内容,就是“要提高测量精度,就必须将测量目标物与测量器具的刻度设置在测量方向的同一直线上”。对千分尺而言,由于刻度与测量的位置处于同一直线上,符合阿贝原则,测量的精度更高。
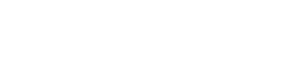
结构与用途
- A
- 测砧
- B
- 测微螺杆
- C
- 锁紧装置
- D
- 固定套筒
- E
- 弓架
- F
- 防热板
- G
- 刻度基线
- H
- 微分筒
- I
- 棘轮
- 将目标物置于测砧与测微螺杆之间,旋转微分筒,紧贴目标物的两面。
千分尺的主要使用方法
- 测量前,用干净的布料擦拭测砧与测微螺杆的表面。这样能清除污垢及灰尘,实现准确的测量。
- 抓握千分尺的方法,是用左手的大拇指与食指夹住弓架的防热板部分,用右手的大拇指与食指捏住微分筒。
- 将目标物夹在测砧与测微螺杆之间,转动棘轮,读取发生空转时的示数。
- 同时读取作为主刻度的固定套筒与微分筒的示数。固定套筒右端的线能够以0.5 mm为最小单位进行读取,与微分筒中央线(刻度基线)对齐的刻度,则能以0.01 mm为最小单位进行读取。
12.0+0.15=12.15 mm
使用注意事项
- 千分尺的校正需要借助标准块或专用的尺规来进行。为了进行准确的测量,还必须确保测砧的面始终平行。随着测量次数的不断增加,测砧面可能会受到磨损、污垢等的影响,无法保持平行。因此,必须定期使用名为平晶的部件,通过显现的牛顿环,确认平行与否。
- 测量金属目标物,或用标准块进行校正时,需要注意热膨胀的影响。请尽量避免徒手抓握金属,或佩戴不导热的精密作业用手套。
- 千分尺的校正周期为3个月至1年。

