模具
下面对常见加工方法的模具原理及课题、用激光切割替代的优点进行说明。
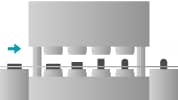
常见加工方法:冲压模具的机制
利用冲压模具的切割基本原理
从上向下对被加工材料施加压力进行切割的加工方法。
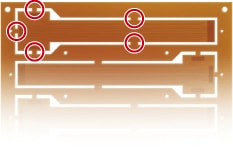
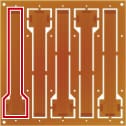
右侧示例为柔性线路板成型后的状态。红圈所示的浇口部分被冲压模具切断。
冲压模具的种类大致分为3种。
单发式
每道工序均通过一次冲压加工进行的方法。
是简单的加工方法,由人员负责装载、卸载材料。
渐进式
在同一个模具内以相等节距按顺序配置多道工序。冲压机械每旋转1圈,使用进给装置进给1个节距,按顺序向下一道工序进给材料。
转移式
各工序的模具彼此独立,排列在一台冲压机械内,由配备了与冲压主机同步的搬运机构的冲压机械进行连续自动加工。

常见加工方法“模具”课题
课题1 应对加工目标物的尺寸和形状变更
对于常见模具的切割,目标物形状一旦改变,就需要重新开模。不仅模具成本高,而且在生产线上还需要时间来切换工序。

课题2 部件品质劣化、维护麻烦
因为是利用刀具加压进行切割,所以还有可能对产品本身造成负面影响,例如印刷电路板翘曲等。而且,随着刀具磨损的加剧,切割品质会发生劣化,需要进行更换耗材等维护。
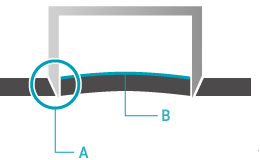
- 刀刃磨损导致切割品质劣化的风险
- 切割时应力导致印刷电路板翘曲的风险
“激光切割”的优点
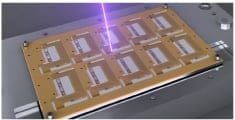
利用激光刻印机的切割基本原理
通过非接触照射激光,在目标物的各种部位进行切割、打孔的加工方法。
- 可在软件上自由设定形状
- 非接触,加工品质稳定
- 无耗材,维护简单




发挥了激光波长特性的高品质加工
一般来说,UV激光和绿色激光与基本波长激光相比,在材料中的吸收率特别高,照射的光会被刻印面高效吸收。
因此,无需额外提高功率,即可实现高品质加工。
- 各种材质[树脂]的吸收率
-
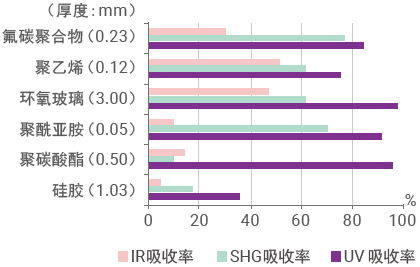
- 未考虑表面反射的参考值。
可降低热影响,减少对加工部周围的损伤。
- 聚酰亚胺
-

基本波长激光 
绿色激光
- 印刷电路板
-

基本波长激光 
UV激光