焊接的分类及机理
根据接合方法不同,焊接大致可分为三类。下面介绍焊接的分类及机理。

焊接的分类
根据接合方法不同,焊接大致可分为三类。
将母材和母材熔化或将接合母材所需的焊接棒(焊材)和母材熔化并接合的“熔接”;利用机械摩擦、压力、电流等使母材熔化并接合的“压接”;在接合部分使用接合所需的焊材(钎)以进行焊接的“钎焊”。
同时,针对各种接合方法,还有各种各样的焊接方法,可根据要接合的母材和条件等因素,使用合适的焊接方法。
| 电气能 | 化学能 | 力学能 | 光能 | ||
|---|---|---|---|---|---|
| 冶金性接合(焊接) | 熔接 |
|
|
|
|
| 压接 |
|
|
|
||
| 钎焊 |
|
|
|
||
上述分类仅供参考。分类的方式多种多样,并不仅限于上表所示的方法。

熔接
在焊接中,较为常见的方法是“熔接”。
熔接时,需要将母材和焊材或其中之一熔化,以实现焊接。
典型的熔接就是“电弧焊接”。电弧焊接、激光焊接这些熔接方法常用于机械手的自动焊接。在汽车组装线等复杂的生产线上,会根据工序的特性和条件,分别采用机械手焊接和人工焊接。
- 电弧焊接
-
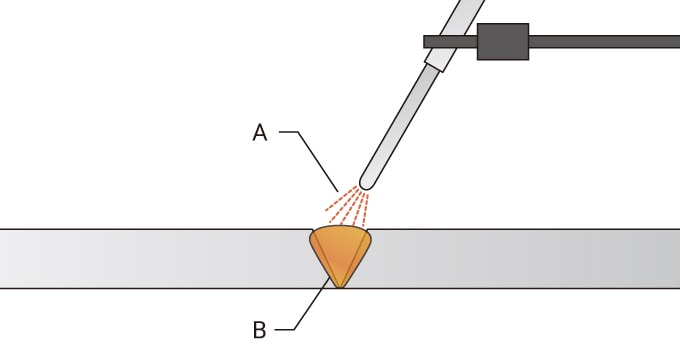
- 电弧
- 焊接部
压接
分为“摩擦压接法”、“气体压接法”和“电阻点焊接”。“摩擦压接法”利用的是物质的塑性,即向物质施加一定的力并使其发生变形后,即使不再用力,也会保持变形的性质;“气体压接法”是通过将母材相互压紧,再用气体加热以实现接合;“电阻点焊接”则是将待接合的2块母材相互重叠并通电,将电阻发热作为热源以进行接合。
此外,“摩擦压接法”、“电阻点焊接”等压接方法可实现自动化和无人化,因此自动压接机被广泛应用于FA(工厂自动化)车间。
- 电阻点焊接
-
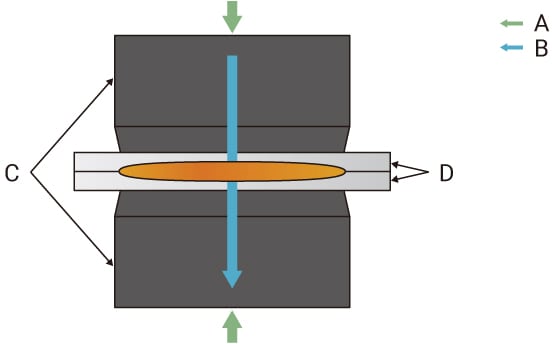
- 加压力
- 电流的流向
- 电极
- 焊接材
钎焊
利用熔化温度(熔点)低于母材的焊材(钎焊材)进行接合的方法。为了在不熔化母材的前提下实现接合,且与母材拥有良好的接合状态,钎焊材中添加了焊剂。
钎焊材不仅熔化温度应低于母材,还必须具备出色的亲和性,熔化后的钎焊材原子必须能与母材的原子相结合。
钎焊材有“铝钎焊”、“银钎焊”、“磷铜钎焊”、“黄铜钎焊”等,可根据不同的接合材料选择使用。此外,锌、铅、锡或锡铅合金等钎焊材熔点较低的“软钎料”统称为“焊膏”。
钎焊可轻松地将金属接合起来,因此很早开始就用于日用品、美术工艺品、牙科用品上。此外,电子线路等的“软钎焊”利用了钎焊材的导电性,广泛应用于从家电产品到航空器、核工业、化工设备等各种领域。

- 钎料、焊膏
- 接合部

