熔接:电弧焊接的种类及机理
焊接大致可分为“熔接”、“压接”、“钎焊”三种,对各自进行进一步细分的话还有很多种焊接方法。下面介绍类属于熔接的“电弧焊接”的分类及机理。

电弧焊接的种类
在“熔接”中,“电弧焊接”也是在各种工业领域被广泛应用的焊接法。
根据特征、装置结构、使用的气体等有更具体的分类,其中“TIG焊接”、“MIG焊接”、“MAG焊接”等可以用保护气体将焊接部和大气隔离开来的气体保护电弧焊,由于非常适合自动化,被广泛应用。
包括气体保护电弧焊在内的“电弧焊接”大致可分为焊接棒(或焊丝)熔化的“电极消耗式(溶极式)”和不熔化的“非电极消耗式(非溶极式)”两种。
| 电极消耗 | 焊接方法 |
|---|---|
| 非电极消耗式(非溶极式) |
|
| 电极消耗式(溶极式) |
|
上述分类仅供参考。分类的方式多种多样,并不仅限于上表所示的方法。

电弧焊接的机理
在电弧焊接中,利用“电弧放电”这一电气现象。电弧放电是指气体放电现象的一种,是在空气中产生的电流。对空间上相互独立的两个电极施加电压,破坏空气的绝缘,在两个电极之间产生电流,同时发出强光和高热。此时产生的弧(Arc)状光称为“电弧”,将电弧热用作热源的焊接方法就是“电弧焊接”。
在电弧焊接中,对电极(焊接棒或焊丝)施加正电压,对母材施加负电压。这样,就会从母材向电极产生电弧。
电弧的输出电流约为5 A至1,000 A,输出电压为8至40 V左右。电弧的温度约为5,000°C至20,000°C。铁的熔化温度约为1,500°C。母材和电极变为高温,融入后接合。
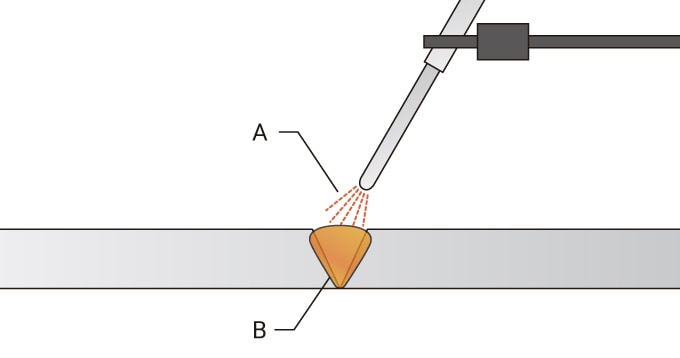
- 电弧
- 焊接部

