焊接机器人的控制
下面介绍“利用示教进行的机器人控制”和“利用传感器进行的机器人控制”等焊接机器人控制相关知识。

利用示教进行的机器人控制
教机器人焊接的作业称为“示教”,是引进机器人时不可或缺的工序。示教方法分为两种,分别为“在线示教”,即运行机器人,使其记住动作的方法;以及“离线示教”,即将CAD等生成的3D数据或动作编入程序中,使机器人记住数据的方法。
示教是决定机器人动作的重要工序,同时也非常费时。因此,相对而言示教工时较少的在线示教逐渐成为主流。
在线示教时,需要实际运行机器人进行焊接,由传感器检测其动作。传感器检测到的动作会记录到程序中。通过播放(示教回放)记录的动作,实现机器人进行的焊接。
此外,在机器人焊接工序中,可以将非接触传感器作为机器人的眼睛,进行“焊接线的模仿控制”或“坡口形状的测量”,实现更高精度的自动焊接。

利用传感器进行的机器人控制
利用接触式传感器进行的控制
将生产线上搬运过来的母材与安装于电极或焊炬顶部的探针或焊丝接触,以检测焊接位置的方法。接触式传感器分为“接触探针传感器”和“焊丝接触传感器”。
接触探针传感器的工作原理是将与焊炬一体动作的探针放到坡口上,由探针追踪焊接线,以检测焊接部位。
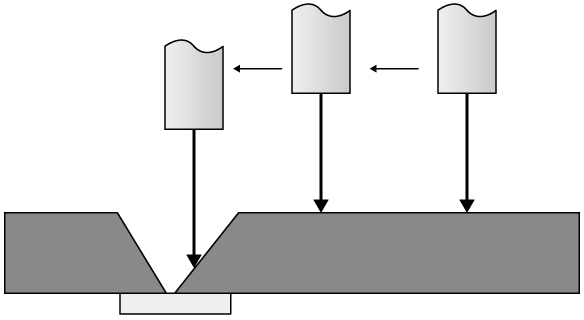
焊丝接触传感器的工作原理是向焊材即焊丝通入微弱电流,使其与母材接触,就像人拿着手杖一样,检测相互的位置(例:焊接开始位置、结束位置、焊接接头的位置等)。它的劣势是当坡口角度或坡口开口宽度有差异时,会反复进行点接触式感应,检测时间较长。
接触式传感器(焊丝接触传感器)的检测示例
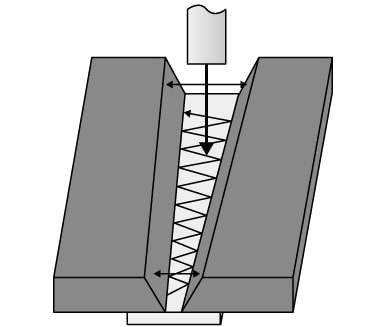
- 棒感应
- 缝隙感应
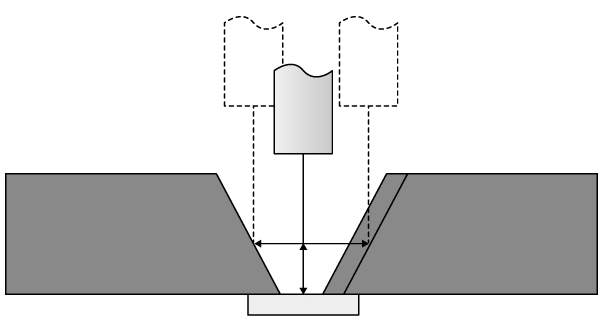
- 坡口开口宽度不同时的感应示例
利用非接触式传感器进行的控制
作为机器人焊接的非接触式传感器,主要有“电弧传感器”、“激光位移传感器”。
“电弧传感器”常用于电极消耗式电弧焊接中,用于在坡口内摆动进行焊接时的焊接电流,或根据电弧电压的变化进行的焊炬位置控制等。它相对较便宜,但在某些材料的工件上,可能不支持模仿控制。此外,一般不支持坡口形状的检测等用途。
另外,“激光位移传感器”为使用激光和光传感器的移位传感器,与其他传感器相比,可高速地检测和输出更多信息。因此,可实现快速的焊接线模仿控制,以及测量坡口形状并实时反映到控制中,具有能提高自动焊接精度、提高工序效率的优势,使用越来越广泛。
激光的照射方法分为摇动射灯进行照射和大范围照射带状缝口光两种。例如,在利用激光焊接将多个材料紧密接合,组合为压接材料的“拼焊(TB)”这种工艺中,使用具有缝口光的激光位移传感器,可高速且高精度地检测和控制焊接线。
此外,如果是使用蓝色激光的位移传感器,还可检测到刚焊接后受热发红的熔池形状,实时将熔敷量相关的焊接电源电压、电流、焊接速度等调整为理想值,提高自动焊接的品质。
- 使用大范围激光,用1个扫描头对坡口形状、位置和角度进行高速测量和输出
-
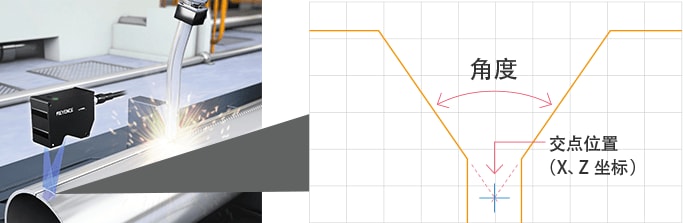
超高速轮廓测量仪“LJ-X8000系列”的坡口控制示例


