钎焊
焊接大致可分为“熔接”、“压接”、“钎焊”三种,对各自进行进一步细分的话还有很多种焊接方法。下面介绍“钎焊”。

钎焊的种类及机理
利用熔化温度低于母材的焊材(钎焊材或软钎料:焊膏)进行接合的方法,在母材不熔化的情况下接合。为了与母材拥有良好的接合状态,钎焊材中添加了焊剂。
钎焊的用途有对气密性有要求的管道、连接器、阀门,需要具备一定耐压性和气密性的压力容器,对耐腐蚀性、耐热性有要求的汽车、摩托车等交通工具的部件等。此外,使用有导电性且熔化温度较低的“软钎料(焊膏)”的“软钎焊”被广泛用于电子线路、电气连接器、精密电子部件等领域。
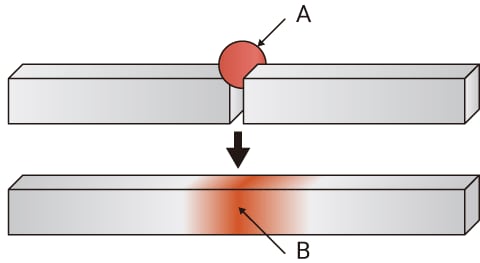
- 钎料、焊膏
- 接合部

按熔化温度分类(硬钎焊、软钎焊)
“硬钎焊”和“软钎焊”按钎焊材的熔化温度分类。“硬钎焊”中使用熔融温度为450°C以上的钎料,而“软钎焊”中使用熔化温度低于450°C的“焊膏(软钎料)”。
| 按熔点分类 | 钎焊方法 | |
|---|---|---|
| 硬钎焊(熔点:450°C以上) | 使用钎料,在尽量不熔化母材的情况下进行焊接的方法 |
|
| 软钎焊(熔点:低于450°C) | 使用低熔点焊膏(软钎料),在尽量不熔化母材的情况下进行焊接的方法 |
|
硬钎焊
使用高熔点钎焊材进行的钎焊。
根据热源可分为使用普通气焊枪的“焊炬钎焊”和利用高频率诱导加热的“诱导加热熔接”。此外,还有不使用焊剂,在与大气隔离的炉中对母材和钎焊材进行加热和冷却的“气氛钎焊(炉中钎焊)”等。这些焊接方法用于不锈钢的非氧化钎焊,钛、陶瓷等的接合自动化。
此外,近年来名为“激光钎焊”的钎焊技术也开始进入人们的视野。
“激光钎焊”是指一边在母材之间填放钢丝状钎焊材,一边用光能(激光)熔化钎焊材,以进行接合的工艺。母材基本上不会熔化,因此可将热变形控制在理想范围。这样不会影响到产品的外观,可实现轻量且高刚性的接合。
以前,在汽车的车顶、侧面板、后行李箱盖等的接合工序中,一般采用电阻点焊接。例如,在车顶和车身的接合中,设置凹槽状车顶连接部分,进行电阻点焊接,接合后,为了隐藏连接部分的凹槽和焊接的痕迹,需要用饰条遮盖。
但是,在“激光钎焊”中,能够维持母材的美观,因此可以省略连接部分、饰条等的加工以及部件和工序。此外,接头强度和接合速度会变为电阻点焊接的2倍左右,正在以汽车行业为主,不论是欧洲还是日本国内,应用越来越广泛。
- 汽车制造中的“激光钎焊”应用部位示例

软钎焊
使用低熔点钎焊材进行的钎焊。
最常见的是以烙铁为代表的、利用电发热进行的“软钎焊”。
但是,在FA(工厂自动化)电子部件等的生产中,通常采用“光束钎焊”等。用反射镜聚集大功率光源发出的光,将焦点对到焊接部,用光能进行焊接。使用熔点较低的焊膏(软钎料),可利用机器人进行精准定位的接合,非常适用于耐热性能较低的电子部件等产品的组装自动化和量产。

