焊接需要实现的品质
焊接品质的检查非常重要,因此必须严格地实施品质管理,丝毫不可松懈。下面介绍焊接需要实现的品质要求。

焊接的品质
对“焊接产品”品质要求的一般条件,如下所示。
- 按设计尺寸正确完工。
- 具备要求的功能和强度(或安全性)。
- 焊接部的外观符合要求的等级。
为了做出这样高品质的产品所需的“焊接品质”基本条件如以下项目所示。

焊接接头和品质
除部分特殊的母材外,“焊接接头的强度视为与母材相同”。
焊接接头因母材的接合方法不同,有很多种类,焊接强度因母材之间的焊接方式和焊接部位不同而异。因此,为了高效地进行高品质焊接,还需要注意焊接后向产品用力的方向。
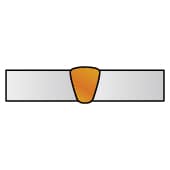
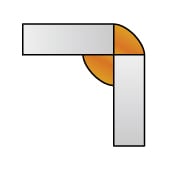
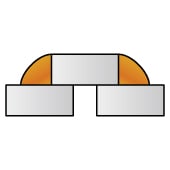
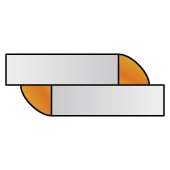
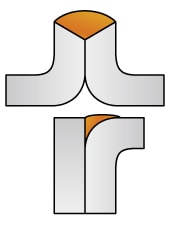
此外,焊接接头的熔深对于焊接强度、品质和作业效率而言非常重要,需要根据母材的形状、所需的强度区分使用。根据焊接部的形状不同,焊接接头的分类如图所示。
| 坡口焊接 | 角焊焊接 | 塞焊 | 槽焊 | |
|---|---|---|---|---|
| 对头接头 |
 |
|||
| 十字接头 T字接头 |
 |
 |
||
| 角接头 |
 |
 |
||
| 搭板对接接头 |
 |
 |
 |
|
| 搭接接头 |
 |
|||
| 端接接头 |
 |
上述分类仅供参考。分类的方式多种多样,并不仅限于上表所示的方法。
- 坡口(槽)焊接
- 在部材上开设称为坡口(槽:groove)的凹槽后进行焊接。分为将母材完全融入的“全熔透焊接”和部分熔化的“部分熔透焊接”。
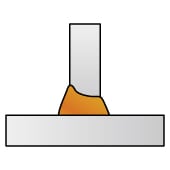
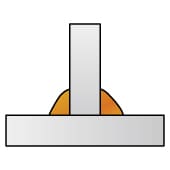
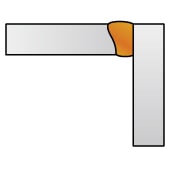
- 角焊焊接
- “T字接头”、“十字接头”、“角接头”等,将几乎垂直的两个母材的面连接起来的三角形焊接。
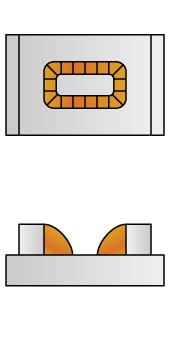
- 塞(栓)焊
- 将部材重叠后,在一侧开孔后进行的接头焊接。
- 槽焊
- 与塞焊中的开孔不同,开设椭圆形细长的凹槽后进行的接头焊接。
“坡口焊接”、“角焊焊接”称为普通的焊接接头,“塞焊”、“槽焊”称为特殊接头。“对接焊接”是指将两个母材几乎用位于同一面的接头进行焊接,但在不是同一面内的“T字接头”和“角接头”中,如果是全熔透焊接,也可称为“对接焊接”。
接头效率和强度品质
焊接接头的强度品质除了与工艺有关之外,还与材料强度对应的“接头效率”有密切的关系。
接头效率和焊接接头的强度、母材的强度关系如以下公式所示。
“接头效率”=焊接接头的强度÷母材的强度
例如,在结构钢的“对接接头”中,焊接金属和热影响部的强度会高于母材。而如果以直角方向向接头施加负载,母材发生断裂的可能性将增大。这是因为接头的延展性和强度与母材的强度相同或更高,因此可以认为接头效率很高。
此外,在高强度钢或铝合金的高热输入焊接、加工硬化后的奥氏体不锈钢、热处理铝合金的焊接中,焊接时受热的部分会软化。当焊接金属的强度比母材低时,接头会发生断裂。这种情况下的接头效率为80至70%或更低。

