熔接:典型的电弧焊接
电弧焊接根据特征、设备构造、使用的气体等进行更具体的分类。下面介绍典型的电弧焊接。

TIG焊接
“TIG(Tungsten Inert Gas)焊接”代表“隋性气体焊接”。这是一种不会飞溅火花,支持不锈钢、铝、铁等各类金属焊接的电弧焊接。
采用不会作为放电电极消耗的钨,使用氩气、氦气等惰性(Inert)气体作为保护气体。在惰性气体中产生电弧,依靠电弧热量熔解母材进行焊接。虽然也会使用焊材,但由于焊接部位被惰性气体包围,电弧也很稳定,几乎不会发生溅射。
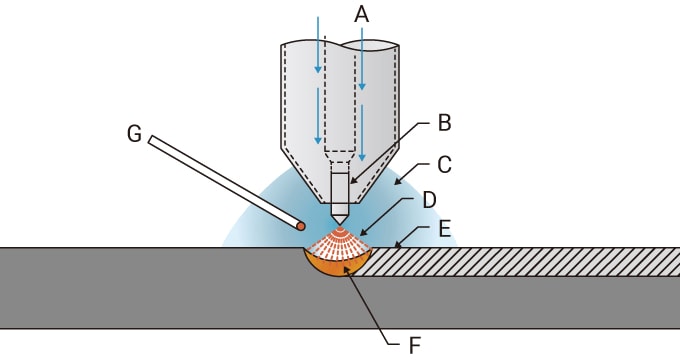
- 保护气体
- 钨电极
- 氩气
- 电弧
- 焊接金属
- 熔池
- 焊接棒
- 焊接电源
- 焊接焊炬
- 液化气瓶、气体流量调节器
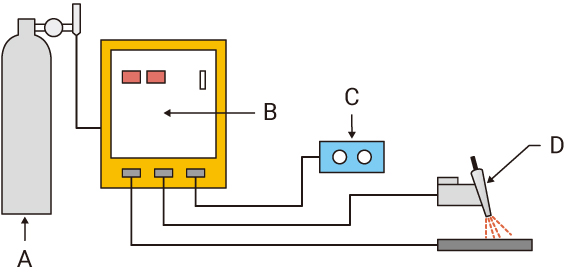
- 液化气瓶
- 焊接电源
- 遥控盒
- 焊炬
TIG焊接的类型很多,可根据交流/直流分类、脉冲的有无、焊接焊丝的有无等区分不同的种类。
根据母材的种类,选择交流/直流。脉冲的有无可供选择,使用脉冲的焊接被称为“脉冲TIG焊法”。脉冲TIG焊法中,会以一定的周期,将焊接电流改变为脉冲电流及基础电流。在使用脉冲电流期间熔解母材,在使用基础电流期间进行冷却。该方法可周期性地构成溶融点,形成串珠状的焊缝。
而在使用焊丝时,又可分为“冷焊丝法”和“热焊丝法”。冷焊丝法就是焊接方法的一种。而热焊丝法,则是提前对焊丝释放电流、加热焊丝,能够增加单位时间的熔敷量。热焊丝法可熔敷约为冷焊丝法3倍的焊材,实现短时间快速焊接。TIG焊接虽能实现高品质焊接,却需要花费较长时间来获得熔敷必需的焊材量,热焊丝法则能够弥补这一缺点。
| 输出电流 | 脉冲 | 频率 |
|---|---|---|
| 直流(DC) | 有 | 低频率(0.5 Hz至20 Hz) |
| 中频率(20 Hz至500 Hz) | ||
| 高频率(20 KHz以上) | ||
| 无 | - | |
| 交流(AC) | 有 | 低频率(0.5 Hz至20 Hz) |
| 中频率(20 Hz至500 Hz) | ||
| 无 | - |
| 焊丝 | 焊丝方式 |
|---|---|
| 无 | |
| 有 | 冷焊丝法 |
| 热焊丝法 |
上述分类仅供参考。分类的方式多种多样,并不仅限于上表所示的方法。

MAG焊接
“MAG(Metal Active Gas)焊接”是一种使用活性气体(二氧化碳气体,或氩气与二氧化碳的混合气体)的电弧焊接,也被称为“二氧化碳气体电弧焊接”或“CO2焊接”。通常会用于铁类材料的半自动/自动焊接,但由于非铁金属会与二氧化碳气体产生化学反应,因此不适用于铝等非铁金属的焊接。
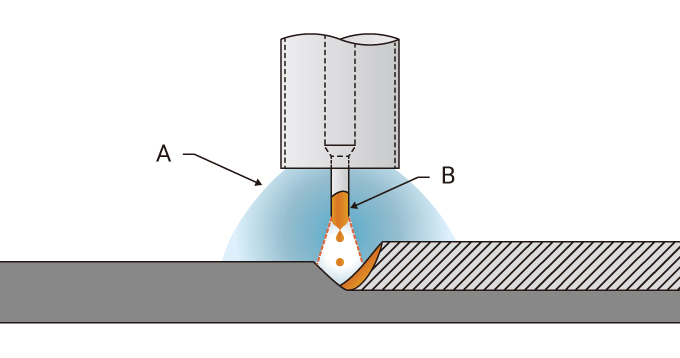
在半自动或自动进行的MAG焊接中,会采用铁丝状的焊丝作为电极,来替代被覆电弧焊接(人力手工作业进行的电弧焊接)中的焊条。
焊丝会被卷成线圈状,安装到焊丝供应装置中,由电动马达驱动传送滚轴,将焊丝自动传送到焊炬顶部。对焊丝通电的操作,将在支撑焊丝的接触片通过时进行。
焊丝与母材之间产生的电弧,能够在熔解焊丝与母材的同时进行焊接。此时,设备将通过喷嘴,向焊接部分周围供应保护气体,将电弧、熔融材料与大气隔离开来。保护气体可使用二氧化碳气体、氩气与二氧化碳的混合气体,或含有百分之十以下氧气的氩气混合气体。
相较于被覆电弧焊接,作为熔敷金属的电极熔敷速度更快,具有“母材融入深,作业效率高”的优点。此外,还具有“焊接金属优质”、“可以在机器人等设备上配备焊接焊炬,进行自动焊接”等巨大优势。
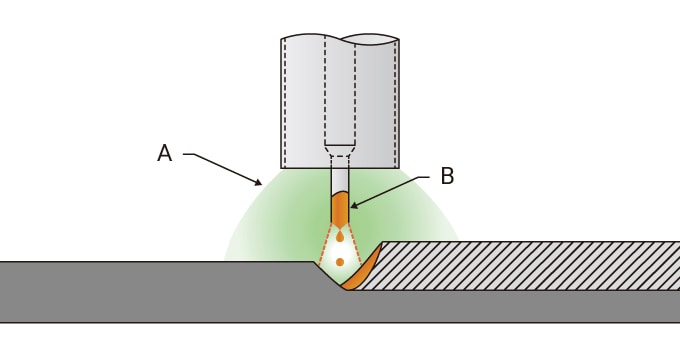
- Ar+CO₂混合气体
或CO₂气体 - 实芯焊丝电极
- 焊接电源
- 焊丝供应装置
- 焊接焊炬
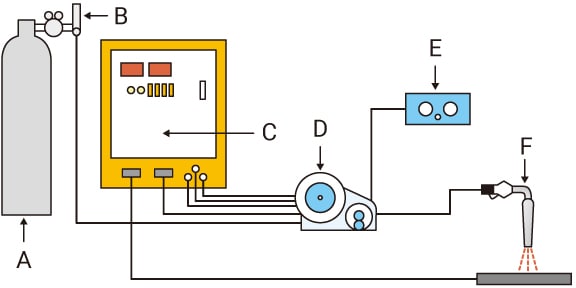
- 液化气瓶
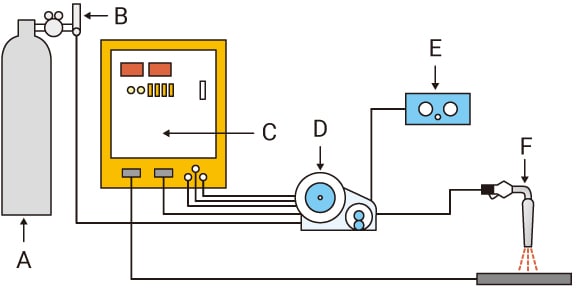
- 液化气瓶
- 气体流量调节器
- 焊接电源
- 焊丝供应装置
- 遥控盒
- 焊接焊炬
MAG焊接可根据保护气体种类、焊接焊丝种类等进行分类。
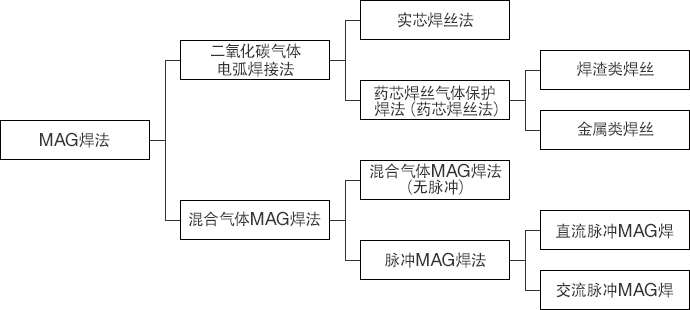
作为焊接焊丝,“实芯焊丝”是一种截面均质的焊丝,对于碳素钢用焊丝,为了提高耐锈蚀性及通电性,在表面施加了镀铜工艺。此外,还有未经镀铜的无镀层焊丝,这种焊丝具有“可获得稳定电弧”、“便于维护焊接焊炬内部”的优点。
“焊剂焊丝”是焊丝内部含有焊剂的焊丝。具有“可获得稳定电弧”、“溅射少”、“焊接焊缝美观”等优点。
同时还具有“焊渣类焊丝”熔敷速度快,“金属类焊丝”焊渣产生量少的特点。
MIG焊接
“MIG(Metal Inert Gas)焊接”属于电弧焊接,与TIG焊接同样会将惰性气体用作保护气体,但MIG焊接是一种熔解放电电极的电极消耗式焊法。
通常用于不锈钢及铝合金的接合,可根据焊接素材区分使用保护气体。
电极使用铁丝状的焊丝。焊丝会被卷成线圈状,安装到焊丝供应装置中,由电动马达驱动传送滚轴,将焊丝自动传送到焊炬顶部。对焊丝通电的操作,将在接触片通过时进行。焊丝与母材之间产生的电弧,能够在熔解焊丝与母材的同时进行焊接。此时,设备将通过喷嘴,向焊接部分周围供应保护气体,将电弧、熔融材料与大气隔离开来。
- Ar或
Ar+2%O₂气体 - 实芯焊丝电极
- 焊接电源
- 焊丝供应装置
- 焊接焊炬
- 液化气瓶
- 液化气瓶
- 气体流量调节器
- 焊接电源
- 焊丝供应装置
- 遥控盒
- 焊接焊炬
MIG焊接还可根据交流/直流类型,以及脉冲的有无进行分类。
| 脉冲 | 焊接方法 | |
|---|---|---|
| 直流(DC) | 无 | 短路电弧MIG焊法 |
| 喷雾MIG焊法 | ||
| 大电流MIG焊法 | ||
| 有 | 脉冲MIG焊法 | |
| 低频率重叠脉冲MIG焊法 | ||
| 交流(AC) | 有 | 交流脉冲MIG焊法 |
| 低频率重叠交流脉冲MIG焊法 | ||
| 直流+交流 | 有 | 交流/直流复合脉冲MIG焊法 |
“短路电弧MIG焊法”是利用短路过渡(短路电弧)现象的焊法。由于半自动焊接较多,传导到母材的热量较低,因此适用于薄板材质。MAG焊接的短路电弧焊接,常用于复杂结构的中厚板材焊接,而用MIG焊接焊接中厚板时,则常用脉冲MIG焊法。
“喷雾MIG焊法”是将焊接电流设定到临界电流以上,调高电弧电压的焊接方法。利用焊材熔解雾化的“喷雾过渡现象”进行接合的MIG焊法。焊接铝时,若在不发生溅射的状态下焊接,可能会发生融合不良等焊接缺陷。此时,可略微降低电弧电压,在微小的喷雾过渡状态下焊接。但是,自从能够涵盖薄板到中厚板焊接的“脉冲MIG焊法”普及以来,喷雾MIG焊法就已经不太常用了。
“大电流MIG焊法”使用粗直径(直径约3.2 mm至5.6 mm)的焊接焊丝进行焊接。焊接装置采用设有双重保护气体喷嘴的焊接焊炬,和额定输出电流约为1,000 A的稳流特性电源。
“直流”、“有脉冲”的MIG焊法,也被称为“传统脉冲MIG焊法”。基本原理与脉冲MAG焊法相同。通过交替输出维持电弧的基础小电流,以及临界电流以上的脉冲电流,确保平均电流低于临界电流时,也能使焊丝溶滴过渡雾化的焊接方法。能够对包括薄板、厚板在内的板材进行高效且高品质焊接。
“低频率重叠脉冲焊法”是以铝的高附加值焊接为目的,基于脉冲MIG焊法开发的。由于可获得鱼鳞状的美观焊缝,常被用于汽车、摩托车上的薄铝板焊接。

