利用熔融金属接合时,由于焊接特有的现象,焊接部的内部可能发生缺陷。
和外观品质一样,这些缺陷也会对焊接强度、焊接品质产生影响。
下面列举了有损焊接强度和焊接品质的常见内部缺陷。
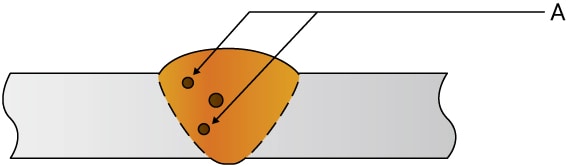
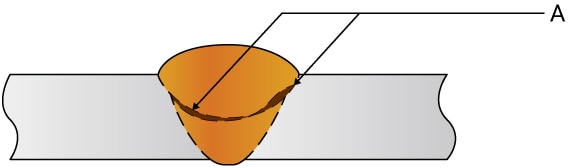
气体未能在熔融金属凝固前排出而聚集到一起,变成球状,导致焊道内部出现残留气孔的缺陷。这种气孔在焊道表面形成孔并凝固时,将变为称为“凹痕(开口缺陷)”的表面缺陷。
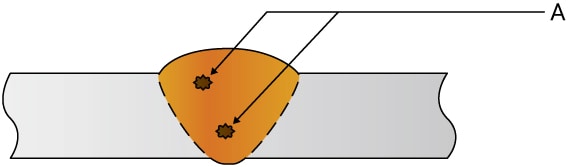
熔融金属中的气体原子与母材的原子结合后生成不纯化合物,并残留在焊道内部的缺陷。
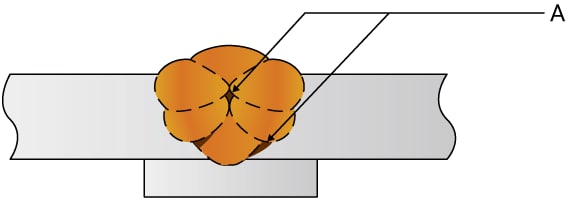
焊接过程中生成的焊渣比熔融金属先凝固,焊渣残留在熔融金属内的缺陷。
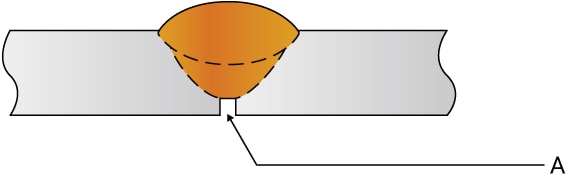
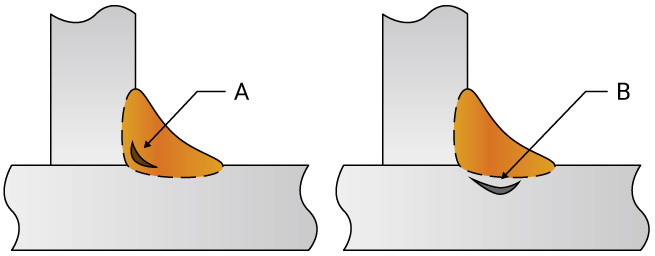
因熔融金属加热不足等,未融入到目标位置和深度的缺陷。
因熔融金属加热不足等,想要先融入的内层焊道(上层焊道)未能完全熔融而发生的缺陷。
在焊接部分产生的裂痕。属于典型内部缺陷的“开裂”包括“焊接金属开裂(根部开裂)”和“热影响部开裂(焊道底部开裂)”。 “焊接金属开裂”是发生于焊接金属内部的缺陷。此外,“热影响部开裂”是因焊接部急剧冷却导致母材变脆,受已凝固部分的收缩力而产生的缺陷。
索引