汽车行业的视觉系统导入案例(典型案例)

要对超过3万个部件实施检测和管理,视觉系统的使用方法介绍
在细微故障也可能导致重大事故的汽车行业,对品质精度的要求很高,为了满足这一需求,检测基准正在不断高度化。据说,如果将细小的螺栓也计算在内,一辆汽车上的部件数会超过3万个,伴随着多功能化的进程,部件数量还有增加的趋势。要对这些部件进行彻底检测及精准的信息管理,绝不是一件易事。
对于整车厂商,在发生召回时必须迅速划定影响范围并由此进行回收,否则将造成巨大的损失,甚至可能有损品牌形象。尤其是近年来,政府制定出台了汽车回收法,对安全气囊、氟利昂等回收循环也成为了厂商的义务。因此,除了部件制造及整车组装外,确保从整备、检修到报废为止的可追溯性成为了当务之急。
市场对以检测结果为首的信息数据库化需求逐年增长,作为其手段之一的视觉系统也正在受到越来越多的关注。市场希望通过以视觉系统替代此前依赖肉眼及经验的检测工序,实现高效化,兼顾成本削减和精度提升。下面将就汽车行业视觉系统的实际导入案例进行介绍。希望各位能将其用作确保生产现场高效化及可追溯性的参考资料。

有无/品种辨别检测
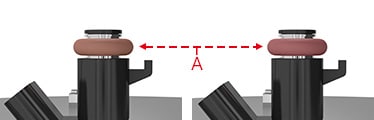
橡胶圈零部件的不同品种混入检测
这是在注塑装配工艺上检测不同品种混入的实例。
检测的要点
橡胶圈等,当每个品种只有微妙的色韵差异时,装配零部件的判别历来是困难的内容。使用多光谱模式,即使只是轻微的色韵差异,也可准确判别不同品种混入。
基于多光谱模式的判断结果

- A
- 色韵相似


O型圈的颜色判别检测
这是在零部件供给工艺上引进的实例。
检测的要点
如果使用多光谱模式,即使是O型圈等只有轻微的色韵差异的零部件,也能做到只正确抽取指定的颜色。由于可注册多个要抽取的颜色,能够应对多个品种。
基于多光谱模式的判断结果

- A
- 色韵相似


检测ECU上的防潮剂有无
利用视觉系统,检测ECU上的防潮剂是否正确涂抹。
检测的要点
防潮剂通常是透明的,难以识别涂抹位置,容易漏检涂抹不良。涂抹含有荧光剂的防潮剂,以UV照明照射,再用2100万像素相机拍摄,就能对此前难以辨别的防潮剂涂抹情况进行高精度检测。
2100万像素视觉系统辨别结果




检测保险丝错误组装
利用视觉系统,检测保险丝盒内的保险丝是否被正确组装。
检测的要点
保险丝的形状是相同的 ,难以用黑白相机辨别。而使用彩色相机,就能对此类保险丝错误组装检测进行颜色及字符拍摄,实现正确检测。使用智能学习,只需注册良品就能完成设定,在品种较多时,也能轻松应对。
视觉系统辨别结果



外观检测
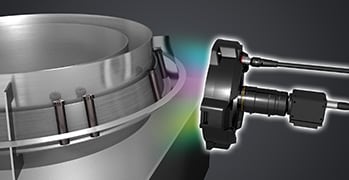
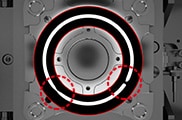
轴承滚珠遗漏检测
这是检测轴承的滚珠遗漏的实例。
检测的要点
即使是附着润滑油难以看清检测对象的情形,也有通过打光颜色的选择能够解决的案例。在实例中使用LumiTrax™模式,能够检出填充了透明润滑油的轴承的滚珠遗漏。
基于LumiTrax™模式的判断结果




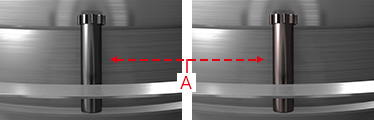
轴材质判别
这是轴材质判别实例。
检测的要点
金属工件等,即使是只能判别微妙的色韵差异的案例,多光谱模式也能有效检测。从8个波长部分的数据检出轻微的色韵差异,可判别材质。
基于多光谱模式的判断结果
- A
- 色韵相似

热处理后的焦糊检测
这是淬火处理后的外观检测实例。
检测的要点
要是传统*的照明,与产品颜色接近的不良部位的检测可能变得不稳定。如果应用多光谱模式,即使产品的最终颜色与焦糊部分的区别困难,也可只抽取想检出的焦糊部分,进行稳定的检测。
*与本公司CA-DRW10F 产品的比较
基于多光谱模式的判断结果




密封胶涂布检测
这是密封胶涂布检测的实例。
检测的要点
当密封胶与产品的色韵相似时,要是按照传统*的照明条件,难以清晰抽取涂布部分,检测不稳定。多光谱模式甚至连轻微的颜色差别也能抽取,可正确检测涂布状态。
*与本公司CA-DRW10F 产品的比较
基于多光谱模式的判断结果



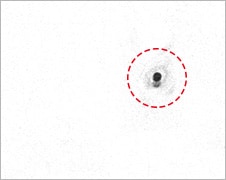
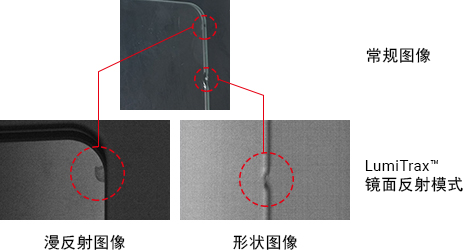
轴承侧面的检查
用视觉系统检查有光泽的轴承侧面的裂纹。
检测的要点
在很多光源条件下,细微裂纹等缺陷和背景的对比度差异较小,难以检测。通过使用线型扫描相机,可仅检测细微裂纹。
基于线型扫描相机的判断结果

(形状图像)
*与本公司CA-DBW13 产品的比较

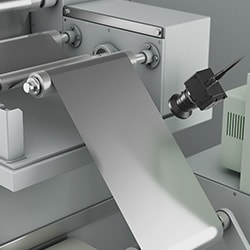
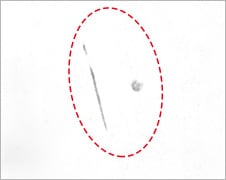
铝片的外观检测
用视觉系统检查铝片的浅凹痕和小孔。
检测的要点
由于表面光泽的影响,对铝片无法很好地拍摄浅凹痕或极小孔洞的阴影。通过使用线型扫描相机,可消除光泽并清晰地拍摄凹痕或孔洞的阴影。
基于线型扫描相机的判断结果

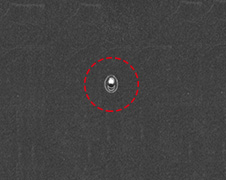
(形状图像)
*与本公司CA-DBW13 产品的比较
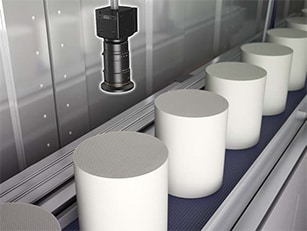
圆柱型金属部件侧面的外观检测
用视觉系统检查圆柱型金属部件侧面的擦伤、孔洞、线条划痕。
检测的要点
金属部件容易产生从孔洞到划痕等的各种缺陷,难以拍摄。通过使用线型扫描相机,一次拍摄即可批量检测圆柱侧面的缺陷。
基于线型扫描相机的判断结果

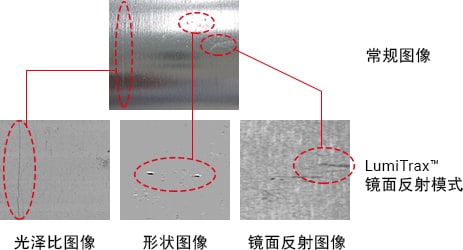
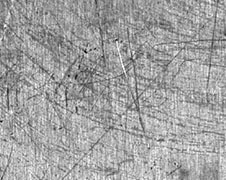
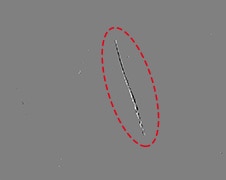
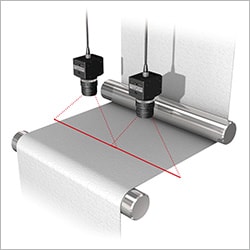
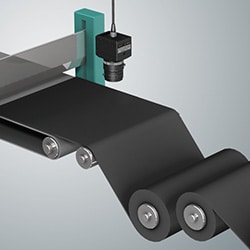
片材的外观检测
用视觉系统检查片材上难以看到的脏污等。
检测的要点
在某些情况下,由于片材上皱纹引起的明暗和脏污部分的明暗相似,会导致检查不稳定。通过使用线型扫描相机,可选择与要检测的缺陷相匹配的图像,然后与预处理功能组合,可仅清晰地抽取脏污部分。
基于线型扫描相机的判断结果
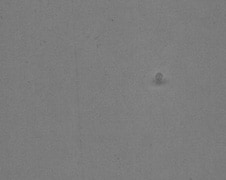
(镜面反射图像)
*与本公司CA-DBW13 产品的比较
黑色橡胶片材的外观检测
用视觉系统检查黑色橡胶片材的皱纹。
检测的要点
由于黑色片材上的皱纹等不易产生对比度,很多情况下难以检测。通过使用形状图像进行检测,可清晰地检查皱纹或异物。
基于线型扫描相机的判断结果

(镜面反射图像)
*与本公司CA-DBW13 产品的比较
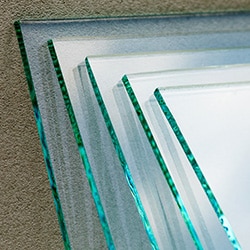
玻璃的外观检测
用视觉系统检查玻璃的脏污和缺陷。
检测的要点
由于玻璃容易产生破裂缺陷,一般是更改光源或设定,分2次进行检查。通过使用线型扫描相机,可同时检测液晶玻璃的脏污和缺陷。
基于线型扫描相机的判断结果
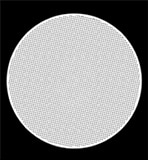
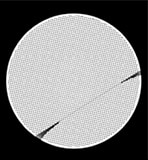
检测DPF外观
对于DPF(Diesel Particulate Filter:柴油颗粒物过滤器)的开裂及堵塞等外观不良,也能通过视觉系统检测。
检测的要点
过去因DPF及触媒的工件尺寸较大,难以实施开裂及堵塞等外观检测,现在通过使用业内像素数超高的2100万像素相机,就能实现高精度检测。
2100万像素视觉系统辨别结果
检测油封外观
利用视觉系统,检测油封的缺陷及毛刺等外观不良。
检测的要点
对于油封而言,接地面的缺陷及毛刺检测非常重要,但因其容易变形,难以实现稳定检测。采用新型缺陷检测系统“趋势边缘缺陷”(从工件的边缘信息中抽取轮廓,将偏离该轮廓线较大的部分,识别为不良的处理),可以解决这个问题。
视觉系统辨别结果



检测发动机阀门外观
利用视觉系统,检测发动机阀门头部的瑕疵/污点。
检测的要点
传统的面型相机不适合用来检测锻造品独特的表面污点及个体差。通过运用“LumiTrax功能”,就能正确检测形状不良。



检测活塞侧面涂装外观
利用视觉系统,检测活塞侧面涂装等外观。
检测的要点
面型相机存在照明不均匀的问题,难以确定更佳的照明条件。而运用线型相机,就能轻松拍摄照明均匀的图像。
线型相机辨别结果



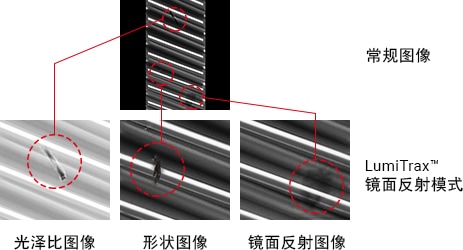
差速齿轮外观检测
用视觉系统检查差速齿轮侧面的线条划痕、凹痕和脏污。
检测的要点
在检查齿轮等圆柱状工件侧面的黑皮残留、脏污、损伤、凹痕等时,很难均匀地照射光源。通过使用线型扫描相机,可进行圆柱形状的连续拍摄。另外,通过使用LumiTrax™镜面反射模式,1次拍摄即可检测线条划痕、凹痕和脏污。
基于线型扫描相机的判断结果
尺寸检测
检测连接器端子弯曲
利用视觉系统,检测ECU单元的连接器端子。
检测的要点
基恩士将连接器检测所必需的工具套装化,无需施加运算,就能轻松检测。使用2100万像素相机,还能实现精度更高的检测。
2100万像素视觉系统辨别结果



检测火花塞尺寸
利用视觉系统,检测火花塞的尺寸。
检测的要点
过去在检测形状复杂的工件尺寸时,必须采用多种测量工具,并实施运算。但基恩士的视觉系统,可以通过采用几何测量工具,以直观的操作,实现高精度检测。
视觉系统辨别结果



定位/对准
电池的层叠定位
利用视觉系统,就能轻松实现电池元件的定位。
检测的要点
对电池元件工序中必需的定位,由具备设定简单且自定义性灵活特点的系统负责实施。通过使用2100万像素相机,可以检测大型工件。
2100万像素视觉系统定位



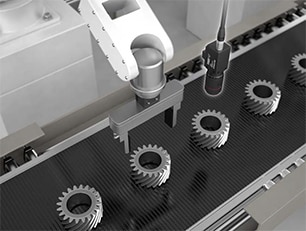
机械手视觉系统抓取
由视觉系统实施定位,执行机械手抓取。
检测的要点
通过搭配使用机械手和相机,可以实现更加灵活的抓取。节省了示教及编程的工时,可以大幅削减启动及切换时的工时。

传统
识别检测
刻印字符检测
这是 ECU 壳体的字符检测实例。
检测的要点
检测金属工件的刻印时,一般*的打光方式,受反射、投影的影响,可能无法判别字符。LumiTrax™模式通过来自4个方向的分割点亮,只抽取有凹凸部分的信息。可正确检测刻印。
*与本公司CA-DRW10F 产品的比较
基于LumiTrax™模式的判断结果




刻印字符检测
这是刻印在齿轮上的字符检测实例。
检测的要点
刻印在各种各样的零部件上的批次码品种信息的读取由于表面状态等,过去*是难以稳定的检测,但是如果使用LumiTrax™模式,能够只抽取刻印有凹凸信息的部分,从而进行稳定的检测。
*与本公司CA-DRW10F 产品的比较
基于LumiTrax™模式的判断结果




燃料泵 二维码读取
用视觉系统读取燃料泵上刻印的二维码。
检测的要点
用视觉系统读取部件上刻印的二维码,可以通过识别部件,确保可追溯性。过去受到部件表面状态及反射的影响,难以进行读取,而基恩士的视觉系统能够进行正确识别。
视觉系统辨别结果



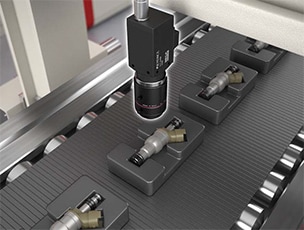
喷油器型号的OCR
用视觉系统拍摄喷油器上印刷的型号,并用OCR工具进行读取。
检测的要点
用OCR工具读取喷油器上印刷的型号。即使刻印的品质不佳,该功能也能正确读取型号,避免其他产品混入。
视觉系统辨别结果


铸造品 刻印的字符识别
用面型相机辨别铸造品上刻印的字符。
检测的要点
过去由于难以满足铸造品刻印辨别的照明条件,视觉系统的导入较为困难。但通过将“LumiTrax功能”和面型相机组合使用,可以实现低成本的稳定检测。
面型相机+LumiTrax辨别结果


3D视觉系统
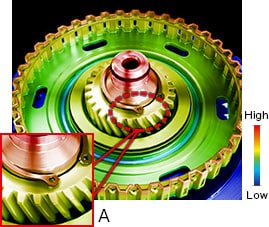
变矩器的装配检测
这是变矩器的装配检测实例。
检测的要点
在金属零部件的装配工艺上,即使与背景色相同的零部件,也可通过3D图像当中的高度信息进行检测。所以检测不会受到对比度低,灰度等级不均的影响。利用图纹投影照明进行检测时,可从标准图像、LumiTrax™图像*1、3D图像中选择适合的图像,因此有助于削减设置调节所花的工时,改善成品率。
*1通过LumiTrax™拍摄可取得的形状图像、纹理图像
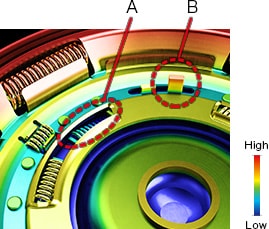
基于图纹投影照明的判断结果

- A
- 弹簧的装配不良
- B
- 嵌合不良


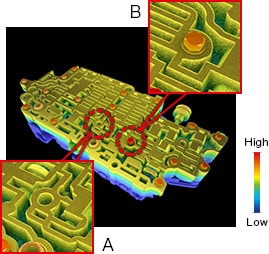
电子组装产品的装配检测
这是电子组装产品的装配检测实例。
检测的要点
在装配不良、不同种类的零部件的检测上,除了2D的浓淡图像外,还可结合从3D图像获得的高度信息进行检测,因此无需与位移传感器组合即可进行统一检测。可广泛应对松动等的装配不良、突起和缺口等各种各样的形状差异,可在一个检测工艺中完成装配检测。
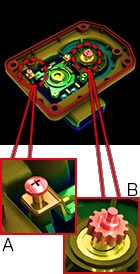
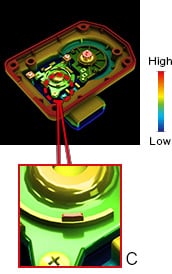
基于图纹投影照明的判断结果

- A
- 螺丝的翘起
- B
- 齿轮的斜向插入
- C
- 通过有无突起识别品种


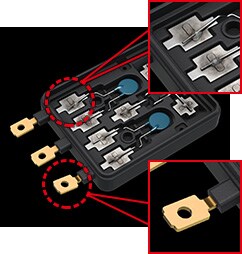
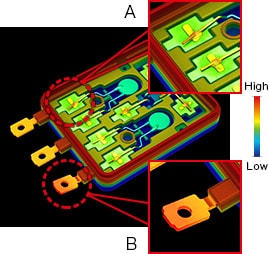
阀门体的阀门装配检测
这是阀门体的阀门装配检测的实例。
检测的要点
由于可使用从3D图像获得的高度信息进行大视野检测,对比以往*使用彩色图像的检测,呈像效果差异较小,产品计数、浮起的检测更加*稳定。另外,由于还可同时获取LumiTrax™图像,因此可以得到去除环境光后的浓淡均匀图像。
*与本公司CA-DRW10F 产品的比较
基于图纹投影照明的判断结果

- A
- 无阀门的不良
- B
- 阀门装配不良

齿鼓的装配检测
这是齿鼓的装配检测的实例。
检测的要点
通过2D的浓淡图像进行检测以外,还可通过从3D图像获得的高度信息进行检测,因此在检测C形环的开口尺寸的同时,还可检测斜插、2块插入。解决了不能通过视觉系统单体进行检测,需要设置位移传感器的课题,现在可通过一个工艺完成检测。
基于图纹投影照明的判断结果

- A
- C形环的斜插


电机零部件的端子焊接、端子检测
这是电机零部件的端子焊接、端子检测的实例。
检测的要点
因为表面灰度等级参差不齐,而导致端子焊接后检测的不稳定,现在通过从3D图像获得的高度信息进行检测,可不受偏差的影响,通过简单的设定,可以稳定检测位置偏差、电线的浮起、焊接不良。
基于图纹投影照明的判断结果

- A
- 焊接位置偏差
- B
- 端子弯曲
检测PCB板上的焊锡
用3D相机检测焊锡的质量
检测的要点
2D 相机只能通过面积判定进行焊锡检测,而 3D 相机却可以按实际尺寸检测高度、体积、面积等各个项目进行检测,在焊锡检测中,可通过测量体积、截面面积、最大高度等的实际尺寸进行焊锡不良、虚焊、连锡、角焊等各种检测。
3D相机辨别结果









![图像处理 应用示例集 [运输行业]](/img/asset/AS_71700_L.jpg)

![图像处理 全新应用示例集 [食品/医药品行业]](/img/asset/AS_72815_L.jpg)
![图像处理 全新应用示例集 [电子零件/电子设备行业]](/img/asset/AS_86832_L.jpg)